Widok Ustawienia
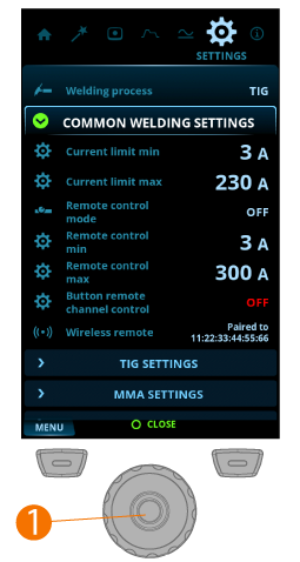
Regulacja ustawień:
| 1. | Otwórz widok Ustawienia. |
| 2. | Obróć pokrętło regulacji (1), żeby przejrzeć grupy ustawień i parametrów. |
| 3. | Naciśnij pokrętło regulacji (1), żeby wybrać dany parametr. |
| 4. | Zmień wartość parametru pokrętłem regulacji (1). |
| 5. | Żeby zamknąć parametr, naciśnij pokrętło regulacji (1). |

|
Niektóre ustawienia, np. tryb prądu lub dotyczące konkretnego procesu spawalniczego, są wyświetlane lub ukryte zależnie od innych ustawień. |
Wspólne ustawienia spawania
| Parametr | Wartość | Uwaga! |
|---|---|---|
| Proces spawalniczy | TIG/MMA (domyślnie = TIG) | Wybranie procesu spawalniczego powoduje automatyczne włączenie ostatniego kanału użytego podczas pracy z tym procesem. |
| Min. natężenie prądu | TIG: 2 A / MMA: 8A, co 1 A* | |
| Maks. natężenie prądu | TIG: wartość nominalna źródła prądu / MMA: maks. wartość źródła prądu dla trybu MMA, co 1 A* | |
| Tryb zdalnego sterowania | WYŁ. / Zdalne / Uchwyt (domyślnie = WYŁ.) | Gdy wybrany jest tryb zdalnego sterowania lub zdalnego sterowania uchwytu, regulacja prądu na panelu sterowania jest wyłączona. |
| Zdalne ster. min. | min. = min. natężenie prądu, maks. = maks. natężenie prądu | |
| Zdalne ster. maks. | min. = min. natężenie prądu, maks. = maks. natężenie prądu | |
| Zdalna zmiana kanału pamięci | WYŁ. / WŁ. (domyślnie = WYŁ.) | |
| Bezprzewodowe zdalne sterowanie | Po wyborze funkcji parowania rozpoczyna się ono automatycznie. | Nowe parametry parowania nadpisują dotychczasowe. Status parowania jest wyświetlany w ustawieniach. |
Ustawienia TIG:
| Parametr | Wartość | Uwaga! |
|---|---|---|
| Min. limit balansu | od -99 do 0, co 1 (domyślnie= -60) | |
| Maks. limit balansu | od 0 do +20, co 1 (domyślnie = 0) | |
| Prąd lift TIG | od 5 A do 40 A / Auto, co 1 A (domyślnie = Auto = 10 A) | Prąd kontaktowy na początku zajarzenia metodą Lift TIG. |
| Siła jonizatora HF | od 50% do 110%, co 1% (domyślnie = 100%) | Regulacja napięcia iskry wysokiego napięcia wykorzystywanej do zajarzenia. |
| Dodatni prąd zajarzenia | od 30% do 150% / Auto, co 1% (domyślnie = Auto) | Reguluje poziom prądu dla sekwencji zajarzania z biegunowością dodatnią (TIG). Dotyczy tylko źródeł prądu ACDC (TIG). |
| Dodatni czas zajarzenia | od 0 ms do 200 ms / Auto, co 10 ms (domyślnie = Auto) | Reguluje długość sekwencji zajarzania z biegunowością dodatnią (TIG). Dotyczy tylko źródeł prądu ACDC (TIG). |
| Ujemny prąd zajarzenia | ACDC od 100% do 300% / Auto, co 1% (domyślnie = Auto) | Reguluje poziom prądu dla sekwencji zajarzania z biegunowością ujemną (TIG). |
| Prąd zajarzenia | DC od 100% do 300% / Auto, co 1% (domyślnie = Auto) | |
| Ujemny czas zajarzenia | ACDC od 0 ms do 950 ms / Auto, co 10 ms (domyślnie = Auto) | Reguluje długość sekwencji zajarzania z biegunowością ujemną (TIG). |
| Czas zajarzenia | DC od 0 ms do 950 ms / Auto, co 10 ms (domyślnie = Auto) | |
| Płynne narastanie | WYŁ. / WŁ. (domyślnie = WYŁ.) | Funkcja automatycznie i płynnie zwiększająca prąd, żeby zapobiec zużywaniu się elektrody w wyniku gwałtownego wzrostu prądu podczas spawania wysokim prądem. Funkcja sprawdza się tylko podczas spawania prądem od 100 A wzwyż. |
| Poziom początkowy | od 5% do 40%, co 1% (domyślnie = 10%) | Poziom prądu spawania, na którym rozpoczyna się narastanie. |
| Poziom odcięcia opadania | od 5% do 40%, co 1% (domyślnie = 10%) | Poziom prądu spawania, na którym kończy się opadanie. |
| Odcięcie opadania 2T | WYŁ. / WŁ. (domyślnie = WYŁ.) | Funkcja umożliwiająca użytkownikowi zakończenie opadania prądu naciśnięciem włącznika uchwytu. |
| Opadanie nieliniowe | od 0% do 50%, co 1% (domyślnie = 0%) | Określa punkt, do którego prąd opada najszybciej, jak to możliwe, a następnie rozpoczyna się normalne opadanie. |
| Zatrzymanie prądu | WYŁ. / WŁ. (domyślnie = WYŁ.) | Funkcja zablokowania określonej wartości prądu spawania podczas opadania po naciśnięciu wyłącznika uchwytu. |
| F. antyprzyklejeniowa TIG | WYŁ. / WŁ. (domyślnie = WYŁ.) | Funkcja automatycznie zmniejsza prąd spawania, gdy elektroda zewrze element spawany. Pozwala na przykład uniknąć niepożądanych wtrąceń do materiału spawanego. |
| Natężenie zamiany faz AC | od 5 A do 20 A / Auto | Zmienia wartość prądu spawania, przy którym przekraczane jest zero. Dotyczy tylko spawania TIG prądem zmiennym. |
Ustawienia MMA:
| Parametr | Wartość | Uwaga! |
|---|---|---|
| Prąd spawania | min./maks = standardowe limity prądu spawania | |
| Gorący start | od -10 do +10, co 1 (domyślnie = 0) | Funkcja wykorzystująca wyższy prąd spawania na początku spoiny. Po okresie gorącego startu prąd jest zmniejszany do standardowego ustawionego poziomu. Prąd i czas trwania gorącego startu ustawia się ręcznie. Ułatwia rozpoczęcie spawania, szczególnie w przypadku aluminium. |
| Dynamika łuku | od -10 do +10, co 1 (domyślnie = 0) | Reguluje dynamikę zwarcia podczas spawania MMA poprzez zmianę np. prądu. |
| F. antyprzyklejeniowa MMA | WYŁ. / WŁ. (domyślnie = WYŁ.) | Funkcja automatycznie zmniejsza prąd spawania, gdy elektroda zewrze element spawany. Dzięki niej elektroda MMA nie jest zbyt gorąca podczas sklejenia z elementem spawanym. |
| Tryb VRD | WYŁ. / WŁ. (domyślnie = WYŁ.) | To ustawienie można zablokować tak, aby użytkownik nie mógł go zmieniać. W modelach, w których fabrycznie brak możliwości wyłączenia układu VRD (np. model AU), opcja VRD jest widoczna w ustawieniach, ale nie można jej zmienić. |
Ustawienia systemu:
| Parametr | Wartość | Uwaga! |
|---|---|---|
| Test wypływu gazu | Czas testu wypływu gazu: 0 s ... 60 s, co 1 s (domyślnie = 20 s) | Aktywacja powoduje uruchomienie testu gazu z domyślnym czasem. Czas można zmienić pokrętłem regulacji. Naciśnięcie przycisku pokrętła regulacji spowoduje zakończenie testu gazu. |
| Chłodzenie cieczą | WYŁ. / Auto / WŁ. (domyślnie = Auto) | |
| Podgląd przepływu | WYŁ. / WŁ. (domyślnie = WŁ.) | |
| Jasność | od 10% do 100%, co 1% (domyślnie = 100%) | |
| Czas danych spawania | od 1 s do 10 s, co 1 s (domyślnie = 5 s) | |
| Pokaż Weld Assist | WŁ. / WYŁ. (domyślnie = WŁ.) | Praktyczny asystent spawania ułatwiający dobór parametrów spawania. Wyświetla on instrukcje krok po kroku, pomagające ustawić poszczególne parametry. Dostępne opcje są wyświetlane w sposób przejrzysty i zrozumiały dla osoby nie dysponującej wiedzą techniczną. Dostępny w panelu sterowania MTP35X i produktach MasterTig. |
| Wygaszacz ekranu | Domyślnie = logo Kemppi | Można także ustawić inny obraz. Więcej informacji w rozdziale Wygaszacz ekranu. |
| Czas wygaszacza ekranu | WYŁ. / od 1 min do 120 min, co 1 min (domyślnie = 5 min) | |
| Data | ustawienie daty (DD/MM/RRRR) | |
| Godzina (24 h) | ustawienie godziny (HH:MM) | |
| Język | wybór języka | |
| Przywróć ustawienia fabryczne… | Anuluj / Start (domyślnie = Anuluj) | Funkcja przywracająca ustawienia fabryczne urządzenia. Po przywróceniu ustawień fabrycznych źródło prądu należy wyłączyć i ponownie uruchomić ręcznie. |
* Zakres regulacji prądu podczas spawania TIG:
| • | od 2 A do 130 A, co 1 A (MasterTig 235, tryb ograniczonego zasilania); |
| • | od 2 A do 235 A, co 1 A (MasterTig 235); |
| • | od 2 A do 305 A, co 1 A (MasterTig 325, 335); |
| • | od 2 A do 405 A, co 1 A (MasterTig 425); |
| • | domyślnie = wartość nominalna źródła prądu. |
* Zakres regulacji prądu podczas spawania MMA:
| • | od 8 A do 85 A, co 1 A (MasterTig 235, tryb ograniczonego zasilania); |
| • | od 8 A do 185 A, co 1 A (MasterTig 235); |
| • | od 8 A do 255 A, co 1 A (MasterTig 325, 335); |
| • | od 8 A do 355 A, co 1 A (MasterTig 425); |
| • | domyślnie = maksymalna wartość prądu dla spawania MMA danego źródła prądu. |