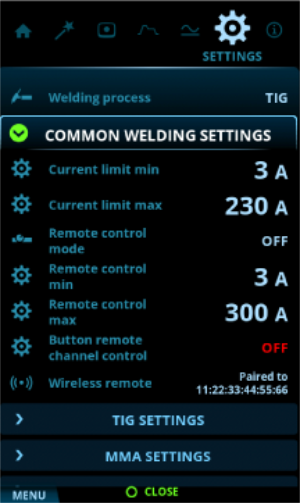
Vista de configuración
_400x170.png)
Ajustar la configuración:
| 1. | Diríjase a la vista Configuración. |
| 2. | Gire la perilla de control (1) para navegar por los grupos de configuración y los parámetros. |
| 3. | Seleccione un parámetro para ajustarlo o cambiarlo presionando el botón de la perilla de control (1). |
| 4. | Ajuste o cambie la configuración girando la perilla de control (1). |
| 5. | Cierre la configuración de parámetros presionando el botón de la perilla de control (1). |

|
Algunos de los ajustes son, por ejemplo, el modo corriente y el proceso de soldadura específicos y están visibles o no visibles en el menú de configuración correspondiente. |
Configuración general de soldadura:
| Parámetro | Valor | Descripción |
|---|---|---|
| Límite corriente mínima | TIG: 2 A / MMA: 8 A, intervalo 1 A * | |
| Límite corriente máxima | TIG: valor nominal de la fuente de potencia / MMA: Máximo de fuente de potencia. Corriente MMA, intervalo 1 A * | |
| Modo control remoto | OFF / Remoto / Antorcha (predeterminado = OFF) | Cuando se selecciona un control remoto o un control remoto de antorcha, se deshabilita el ajuste de la corriente de soldadura en el panel de control. |
| Control remoto mín. | Mín. = «Límite de corriente mín.», Máx. = «Límite de corriente máx.» | |
| Control remoto máx. | Mín. = «Límite de corriente mín.», Máx. = «Límite de corriente máx.» | |
| Modo remoto | Corriente / Canal (predeterminado = Corriente) | Seleccione si el control remoto debe ajustar la corriente de soldadura o los canales de memoria. |
| Control remoto inalámbrico | El pareo se inicia automáticamente cuando se selecciona | La nueva información de pareo reemplaza la información anterior. El estado de pareo se muestra como valor de configuración. |
Configuración TIG:
| Parámetro | Valor | Descripción |
|---|---|---|
| Límite de balance mín. | -99 ... 0, intervalo 1 (predeterminado = -60) | |
| Límite de balance máx. | 0 ... +20, intervalo 1 (predeterminado = 0) | |
| Corriente Lift TIG | 5 A ... 40 A / Automático, intervalo 1 A (predeterminado = Automático = 10 A) | Corriente de contacto al principio de la ignición Lift TIG. |
| Potencia de chispa de HF | 50 % ... 110 %, intervalo 1 % (predeterminado = 100 %) | Ajusta el voltaje de la chispa de alta frecuencia empleada en la ignición. |
| Corriente de ignición positiva | 30 % ... 150 % / Automático, intervalo 1 % (predeterminado = Automático) | Ajusta el nivel de corriente de la secuencia de ignición positiva. |
| Tiempo de ignición positivo | 0 ms ... 200 ms / Automático, intervalo 10 ms (predeterminado = Automático) | Ajusta la longitud de la secuencia de ignición positiva. |
| Corriente de ignición negativa | (CA/CC): 100 % ... 300 % / Automático, intervalo 1 % (predeterminado = Automático) | Ajusta el nivel de corriente de la secuencia de ignición negativa (TIG). |
| Corriente de ignición | (CC): 100 % ... 300 % / Automático, intervalo 1 % (predeterminado = Automático) | Ajusta el nivel de corriente de la secuencia de ignición negativa (TIG). |
| Tiempo de ignición negativo | (CA/CC): 0 ms...950 ms / Automático, intervalo 10 ms (predeterminado = Automático) | Ajusta la longitud de la secuencia de ignición negativa (TIG). |
| Tiempo de ignición | (CC): 0 ms...950 ms / Automático, intervalo 10 ms (predeterminado = Automático) | |
| Ascenso leve | OFF / ON (predeterminado = OFF) | Esta es una función que crea automáticamente un leve ascenso para evitar el desgaste del electrodo causado por subidas repentinas de corriente con altas corrientes de soldadura. Esta función solo tiene efecto cuando la corriente de soldadura es de 100 A o más. |
| Nivel de partida | 5 % ... 40 %, intervalo 1 % (predeterminado = 10 %) | El punto de la corriente de soldadura en el que comienza la rampa de subida de corriente. |
| Nivel de detención descenso | 5 % ... 40 %, intervalo 1 % (predeterminado = 10 %) | El punto de la corriente de soldadura en el que finaliza la rampa de bajada de corriente. |
| Detención descenso de corriente 2T | OFF / ON (predeterminado = OFF) | Esta función permite al usuario finalizar la rampa de bajada de corriente con una presión rápida desde el interruptor del soplete. |
| Rampa de bajada de corriente no lineal | 0 % ... 50 %, intervalo 1 % (predeterminado = 0 %) | Determina el punto en el que la corriente disminuye lo más rápido posible y, a continuación, inicia una rampa de bajada de corriente normal. |
| Congelación de corriente | OFF / ON (predeterminado = OFF) | La corriente de soldadura puede fijarse a un nivel determinado durante la rampa de bajada de corriente pulsando el disparador. |
| Antipegado TIG | OFF / ON (predeterminado = OFF) | Función que disminuye automáticamente la corriente de soldadura de manera considerable cuando el electrodo está en contacto con la pieza de trabajo. Puede utilizarse, por ejemplo, para evitar la dilución indeseada del electrodo al metal soldado. |
| Cambio de corriente de fase CA | 5 A ... 20 A / Automático | Cambia el punto de la corriente de soldadura en el que comienza el cruce de curvas en punto cero. Solo afecta a TIG CA. |
Configuración MMA:
| Parámetro | Valor | Descripción |
|---|---|---|
| Corriente de soldadura | Mín./Máx = límites normales de corriente de soldadura | |
| Hot start (Partida en caliente) | -10 ... +10, intervalo 1 (predeterminado = 0) | Función de soldadura que utiliza una mayor corriente de soldadura al inicio de la soldadura. Después del período de arranque en caliente (Hot start), la corriente cae al nivel de corriente de soldadura normal. Los valores para el nivel de corriente Hot start y su duración se ajustan manualmente. Esto facilita el inicio de la soldadura, especialmente con materiales de aluminio. |
| Fuerza del arco | -10 ... +10, intervalo 1 (predeterminado = 0) | Ajusta las dinámicas de cortocircuito (dureza) de la soldadura MMA mediante la modificación, por ejemplo, de los niveles de corriente. |
| Antipegado MMA | OFF / ON (predeterminado = ON) | Función que disminuye automáticamente la corriente de soldadura de manera considerable cuando el electrodo está en contacto con la pieza de trabajo. Puede utilizarse para evitar que el electrodo MMA se caliente demasiado y se pegue cuando está en contacto con la pieza de trabajo. |
| Modo VRD | OFF / ON (predeterminado = OFF) | Esta configuración se puede bloquear para que el usuario no pueda cambiarla. En los modelos de equipos en los que el modo VRD está bloqueado permanentemente en ON (por ejemplo, el modelo AU), la opción VRD todavía está visible en la configuración, pero no se puede cambiar. |
Configuración del sistema:
| Parámetro | Valor | Descripción |
|---|---|---|
| Prueba de gas | Tiempo de prueba de gas: 0 s ... 60 s, intervalo 1 s (predeterminado = 20 s) | Activando esto se inicia la prueba de gas con tiempo predeterminado. El tiempo se puede cambiar girando la perilla de control. La prueba de gas puede detenerse presionando nuevamente la perilla de control. |
| Unidad de refrigeración | OFF / Automático / ON (predeterminado: Automático) | |
| Sensor flujo refrigerador | OFF / ON (predeterminado = ON) | |
| Brillo | 10 % ... 100 %, intervalo 1 % (predeterminado = 100 %) | |
| Tiempo datos de soldadura | OFF / 1 s ... 10 s, intervalo 1 s (predeterminado = 5 s) | |
| Tiempo salvapantallas | OFF / 1 min ... 120 min, intervalo 1 min (predeterminado = 5 min) | |
| Tiempo visor off | OFF / 1 min ... 120 min (predeterminado = 5 min) | |
| Imagen de salvapantallas | Predeterminado = Logo Kemppi | Se puede utilizar una imagen de salvapantallas alternativa. Consulte la sección Salvapantallas para obtener más información. |
| Mostrar Weld Assist | ON/OFF (predeterminado = ON) | Weld Assist: Una función de tipo asistente para una fácil selección de parámetros de soldadura. La utilidad guía al usuario paso a paso a través de la selección de los parámetros requeridos, presentando las opciones de una manera fácil de entender. |
| Fecha | Ajuste de la fecha (DD/MM/YYYY) | |
| Tiempo (24 h) | Ajuste de la hora (HH:MM) | |
| Idioma | Configuración idioma | |
| Restablecimiento valores de fábrica… | Cancelar / Iniciar (predeterminado = cancelar) | El elemento de configuración que activa el restablecimiento de fábrica para restaurar la configuración de fábrica en el dispositivo. Una vez que se completa el restablecimiento de los valores de fábrica, la fuente de potencia debe reiniciarse manualmente. |
* Rango de corriente ajustable por el soldador en la soldadura TIG:
| • | 2 A ... 505 A (400 V), intervalo 1 A |
>> Predeterminado = Valor nominal de la fuente de potencia.
| • | 2 A ... 455 A (220 V), intervalo 1 A |
>> Predeterminado = Valor nominal de la fuente de potencia.
* Rango de corriente ajustable por el soldador en la soldadura MMA:
| • | 8 A ... 405 A (400 V), intervalo 1 A |
>> Predeterminado = Corriente máxima de MMA de la fuente de potencia.
| • | 8 A ... 385 A (220 V), intervalo 1 A |
>> Predeterminado = Corriente máxima de MMA de la fuente de potencia.
| Procesos y características de soldadura |