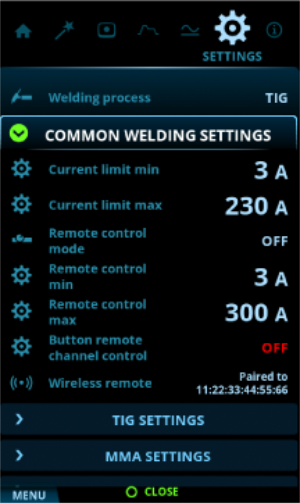
Ansicht Einstellungen
_400x170.png)
Justieren der Einstellungen:
| 1. | Gehen Sie zur Ansicht Einstellungen. |
| 2. | Drehen Sie den Einstellknopf (1), um durch die Einstellungsgruppen und Parameter zu blättern. |
| 3. | Wählen Sie durch Drücken der Einstellknopftaste (1) einen Parameter aus, der eingestellt oder verändert werden soll. |
| 4. | Ändern oder passen Sie die Einstellung durch Drehen des Einstellknopfs (1) an. |
| 5. | Schließen Sie die Parametereinstellung durch Drücken der Einstellknopftaste (1). |

|
Einige der Einstellungen hängen beispielsweise vom Strommodus und vom Schweißprozess ab und sind im Einstellungsmenü entsprechend sichtbar oder nicht. |
Allgemeine Schweißeinstellungen:
| Parameter | Wert | Beschreibung |
|---|---|---|
| Stromgrenzwert mind. | WIG: 2 A / E-Hand: 8 A, Abstufung 1 A * | |
| Stromgrenzwert max. | WIG: Nennwert der Stromquelle / E-Hand: Max. der Stromquelle E-Hand-Strom, Abstufung 1 A * | |
| Fernreglermodus | AUS / Fernregler / Brenner (Standard = AUS) | Sollte ein Fernregler oder ein Brenner-Fernregler ausgewählt sein, ist die Schweißstromeinstellung auf dem Bedienpanel deaktiviert. |
| Fernregler min. | Mind. = „Stromgrenze min.“, Max. = „Stromgrenze max.“ | |
| Fernregler max. | Mind. = „Stromgrenze min.“, Max. = „Stromgrenze max.“ | |
| Remote-Modus | Strom / Kanal (Standard = Strom) | Wählen Sie aus, ob die Fernbedienung Schweißstrom- oder Speicherkanäle einstellen soll. |
| Kabelloser Fernregler | Die Kopplung beginnt automatisch, nachdem er ausgewählt wurde | Neue Kopplungsinformationen überschreiben die alten Informationen. Kopplungsstatus wird als Einstellwert angezeigt. |
WIG-Einstellungen:
| Parameter | Wert | Beschreibung |
|---|---|---|
| Ausgleichsgrenze min. | -99 ... 0, Schrittweite 1 (Standard = -60) | |
| Ausgleichsgrenze max. | 0 ... +20, Abstufung 1 (Standard = 0) | |
| Lift-WIG-Strom | 5 A bis 40 A / Auto, Schrittweite 1 A (Standard = Auto = 10 A) | Stromstärke zu Beginn der Lift-WIG-Zündung beim Berühren des Werkstücks. |
| HF-Funkenstärke | 50 % ... 110 %, Schrittweite 1 % (Standard = 100 %) | Stellt die Spannung des bei der Zündung verwendeten Hochfrequenzfunkens ein. |
| Positiver Zündstrom | 30 % ... 150 % / Auto, Schrittweite 1 % (Standard = Auto) | Stellt die Stromstärke des positiven Zündstroms ein. |
| Positive Zündzeit | 0 ms bis 200 ms / Auto, Schrittweite 10 ms (Standard = Auto) | Stellt die Dauer der + Polung beim Zünden ein. |
| Negativer Zündstrom | (ACDC): 100 % ... 300 % / Auto, Schrittweite 1 % (Standard = Auto) | Stellt das Stromlevel der negativen Zündfolge (WIG) ein. |
| Zündstrom | (DC): 100 % ... 300 % / Auto, Schrittweite 1 % (Standard = Auto) | Stellt das Stromlevel der negativen Zündfolge (WIG) ein. |
| Negative Zündzeit | (ACDC): 0 ms bis 950 ms / Auto, Schrittweite 10 ms (Standard = Auto) | Stellt die Länge der negativen Zündsequenz (WIG) ein. |
| Zündzeit | (DC): 0 ms bis 950 ms / Auto, Schrittweite 10 ms (Standard = Auto) | |
| Leichter Upslope | AUS / EIN (Standard = AUS) | Diese Funktion erzeugt automatisch eine leichte Steigung, um einen Elektrodenverschleiß durch einen plötzlichen Stromanstieg bei hohen Schweißströmen zu verhindern. Diese Funktion wirkt sich nur aus, wenn der Schweißstrom 100 A oder mehr beträgt. |
| Startwert | 5 % ... 40 %, Schrittweite 1 % (Standard = 10 %) | Der Wert des Schweißstroms, an dem der Upslope beginnt. |
| Downslopeschnitt-Wert | 5 % ... 40 %, Schrittweite 1 % (Standard = 10 %) | Der Punkt des Schweißstroms, an dem der Downslope endet. |
| 2T Downslopeschnitt | AUS / EIN (Standard = AUS) | Dies ist eine Funktion, die es dem Benutzer ermöglicht, den aktuellen Downslope durch kurzes Drücken des Brennertasters zu beenden. |
| Nichtlinearer Downslope | 0 % ... 50 %, Schrittweite 1 % (Standard = 0 %) | Bestimmt einen Punkt, zu dem der Schweißstrom so schnell wie möglich abfällt und dann in den normalen Downslope startet. |
| Current freezing | AUS / EIN (Standard = AUS) | Der Schweißstrom kann während des Downslope durch Drücken des Tasters auf einem bestimmten Niveau gehalten werden. |
| WIG AntiFreeze | AUS / EIN (Standard = AUS) | Eine Funktion, die den Schweißstrom automatisch deutlich reduziert, wenn die Elektrode das Werkstück berührt. Kann z. B. verwendet werden, um eine unerwünschte Vermischung von Elektrode und Schweißgut zu vermeiden. |
| AC-Phasentauschstrom | 5 A ... 20 A / Auto | Ändert den Schweißstrompunkt zu Beginn des Nulldurchgangs. Betrifft nur AC-WIG. |
E-HAND-Einstellungen:
| Parameter | Wert | Beschreibung |
|---|---|---|
| Schweißstrom | Min./Max. = Normale Schweißstromgrenzen | |
| Heißstart | -10 ... +10, Abstufung 1 (Standard = 0) | Schweißfunktion, die zu Beginn der Schweißnaht einen höheren Schweißstrom verwendet. Nach der Hotstart-Phase sinkt der Strom auf den normalen Schweißstromwert. Die Werte für die Hotstart-Stromstärke und deren Dauer werden manuell voreingestellt. Das erleichtert den Start der Schweißnaht, vor allem bei Aluminiumwerkstoffen. |
| Lichtbogenstärke | -10 ... +10, Abstufung 1 (Standard = 0) | Stellt die Kurzschlussdynamik (Rauheit) beim E-Hand-Schweißen ein, indem es z. B. die Stromstärke ändert. |
| E-Hand AntiFreeze | AUS / EIN (Standard = EIN) | Eine Funktion, die den Schweißstrom automatisch deutlich reduziert, wenn die Elektrode das Werkstück berührt. Kann verwendet werden, um zu vermeiden, dass die Stabelektrode bei Kontakt mit dem Werkstück zu heiß wird. |
| VRD-Modus | AUS / EIN (Standard = AUS) | Diese Einstellung kann gesperrt werden, damit der Benutzer sie nicht ändern kann. Bei den Gerätemodellen, bei denen der VRD-Modus dauerhaft auf EIN geschaltet ist (z. B. beim AU-Modell), ist die VRD-Option in den Einstellungen weiterhin sichtbar, kann aber nicht geändert werden. |
Systemeinstellungen:
| Parameter | Wert | Beschreibung |
|---|---|---|
| Gastest | Gastestzeit: 0 s ... 60 s, Abstufung 1 s (Standard = 20 s) | Durch Aktivieren dieser Option wird der Gastest mit der Standardzeit gestartet. Die Zeit kann durch Drehen des Einstellknopfs geändert werden. Der Gastest kann durch erneutes Drücken des Einstellknopfes beendet werden. |
| Flüssigkühler | AUS / Auto / EIN (Standard = Auto) | |
| Durchflusssensor des Kühlmittels | AUS / EIN (Standard = EIN) | |
| Helligkeit | 10 % ... 100 %, Schrittweite 1 % (Standard = 100 %) | |
| Anzeigedauer Schweißdaten | AUS / 1 s bis 10 s, Abstufung 1 s (Standard = 5 s) | |
| Bildschirmschonerzeit | AUS / 1 min bis 120 min, Schrittweite 1 min (Standard = 5 min) | |
| Ausschaltzeit Display | AUS / 1 min ... 120 min (Standard = 5 min) | |
| Bildschirmschoner-Bild | Standard = Kemppi-Logo | Es kann auch ein alternatives Bildschirmschonerbild verwendet werden. Weitere Informationen finden Sie unter Bildschirmschoner. |
| Schweißassistent anzeigen | EIN / AUS (Standard = EIN) | Weld Assist: Ein assistenten-ähnliches Dienstprogramm zur einfachen Auswahl der Schweißparameter. Die Anwendung führt den Benutzer Schritt für Schritt durch das Auswahlverfahren für die erforderlichen Parameter. Die Auswahloptionen sind leicht verständlich dargestellt. |
| Datum | Datumseinstellung (TT/MM/JJJJ) | |
| Zeit (24 h) | Zeiteinstellung (HH:MM) | |
| Sprache | Spracheinstellungen | |
| Werks-Reset... | Abbrechen / Starten (Standard = Abbrechen) | Einstellungselement, das den Reset auf Werkseinstellungen aktiviert, um auf dem Gerät wieder die Werkseinstellungen herzustellen. Nach Abschluss des Werksreset muss die Stromquelle manuell neu gestartet werden. |
* Strombereich kann beim WIG-Schweißen vom Schweißer eingestellt werden:
| • | 2 A ... 505 A (400 V), Abstufung 1 A |
>> Standard = Nennwert der Stromquelle.
| • | 2 A ... 455 A (220 V), Abstufung 1 A |
>> Standard = Nennwert der Stromquelle.
* Strombereich kann beim MMA-Schweißen vom Schweißer eingestellt werden:
| • | 8 A ... 405 A (400 V), Abstufung 1 A |
>> Standard = E-Hand: maximale Stromstärke der Stromquelle.
| • | 8 A ... 385 A (220 V), Abstufung 1 A |
>> Standard = E-Hand: maximale Stromstärke der Stromquelle.
| Schweißprozesse und -merkmale |