Functiepaneel: Lasparameters
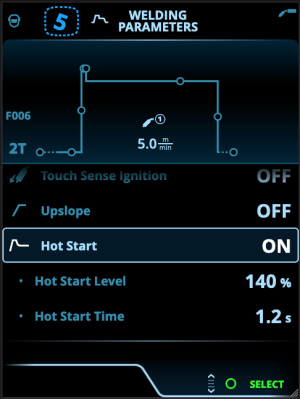
De weergave Lasparameters omvat een start- en stopcurve voor het verstellen van de meest essentiële parameters voor een las. Het onderste gedeelte van de weergave biedt een opsomming van de beschikbare verstellingen voor het geselecteerde lasproces. De selectie van het lasproces is gebaseerd op het actieve geheugenkanaal en zijn instellingen.

|
Veel lasparameters zijn specifiek voor een lasproces en zijn dienovereenkomstig zichtbaar en beschikbaar voor verstelling. |
Lasparameters aanpassen
| 1. | Draai de rechter regelknop voor het markeren van de gewenste lasparameter. |
| 2. | Druk op de rechter regelknop voor het selecteren van de lasparameter om deze te verstellen. |
| 3. | Draai de rechter regelknop voor het verstellen van de waarde van de lasparameter. |
>> Zie ook de tabel Lasparameters hieronder voor meer bijzonderheden, afhankelijk van de parameter die moet worden versteld.
| 4. | Bevestig de nieuwe waarde/selectie en sluit de weergave Verstellen door te drukken op de rechter regelknop. |
Lasparameters opslaan voor later gebruik
Voor de gewijzigde lasparameters wordt automatisch een werkkanaal aangemaakt. Volg één van de volgende opties om de ingestelde lasparameters in een geheugenkanaal op te slaan:
| • | Optie Snel actief kanaal: Houd gedurende ongeveer 2 seconden de sneltoets Kanalen ingedrukt. |
>> Daardoor worden de parameterinstellingen opgeslagen in het momenteel actieve kanaal en worden de vorige parameterinstellingen vervangen.
| • | Optie weergave Kanalen: Ga naar de weergave Kanalen en sla de parameterinstellingen op in een nieuw kanaal. |
>> Raadpleeg Functiepaneel: Kanalen voor meer informatie.
Lasparameters en functiebeschrijvingen
De parameters die hier worden opgesomd, zijn beschikbaar voor verstelling met de MIG- en 1-MIG processen.
De parameters die hier worden opgesomd, zijn alleen beschikbaar voor verstelling met het 1-MIG proces.
De hier vermelde parameters zijn beschikbaar voor aanpassing naast de MIG- en 1-MIG-lasparameters.
De hier vermelde parameters zijn specifiek voor het MAX Speed-proces.
De hier vermelde parameters zijn specifiek voor het MAX Position-proces.
De parameters die hier worden opgesomd, zijn beschikbaar voor verstelling met het TIG-proces.
De parameters die hier worden opgesomd, zijn beschikbaar voor verstelling met het MMA-proces.