Panneau de commandes : Paramètres de soudage
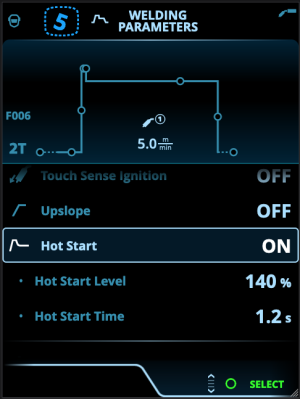
La fenêtre des paramètres de soudage comprend des courbes de démarrage et d'arrêt permettant d'ajuster les paramètres les plus importants d'une soudure. La section inférieure de la fenêtre répertorie les réglages disponibles selon le procédé de soudage sélectionné. La sélection du procédé de soudage repose sur le canal mémoire actif et ses paramètres.

|
De nombreux paramètres de soudage sont spécifiques au procédé de soudage actif et sont donc visibles et disponibles ou non. |
Ajustement des paramètres de soudage
| 1. | Tourner le bouton de commande de droite pour sélectionner le paramètre de soudage souhaité. |
| 2. | Appuyer sur ce bouton de commande de droite pour sélectionner le paramètre à modifier. |
| 3. | Tourner le bouton de commande de droite pour ajuster la valeur du paramètre. |
>> Selon le paramètre à régler, se reporter également au tableau Paramètres de soudage ci-dessous pour plus de détails.
| 4. | Confirmer le choix de la nouvelle valeur sélectionnée et fermer la fenêtre de réglage en appuyant sur le bouton de commande de droite. |
Enregistrement des paramètres de soudage pour utilisation ultérieure
Un canal de travail est automatiquement créé pour les paramètres de soudage modifiés. Pour enregistrer les paramètres de soudage définis dans une mémoire, effectuer l'une des opérations suivantes :
| • | Option rapide de canal actif : maintenir appuyé le bouton d'accès rapide aux canaux pendant environ 2 secondes. |
>> Cette action enregistre les paramètres modifiés dans le canal actuellement actif, en remplaçant les réglages précédents.
| • | Option d'affichage des canaux : accéder à la fenêtre Mémoires et enregistrer les paramètres dans un nouveau canal mémoire. |
>> Pour plus d'informations, se reporter à la section Panneau de commandes : Mémoires.
Paramètres de soudage et descriptions des fonctionnalités
![]() Paramètres de soudage MIG et 1-MIG
Paramètres de soudage MIG et 1-MIG
Les paramètres présentés ici peuvent être ajustés avec les procédés MIG et 1-MIG.
Les paramètres présentés ici peuvent uniquement être ajustés avec le procédé 1-MIG.
![]() Paramètres de soudage Pulsé/DPulse
Paramètres de soudage Pulsé/DPulse
Outre les paramètres de soudage MIG et 1-MIG, les paramètres répertoriés ici peuvent être réglés.
Les paramètres répertoriés ici sont spécifiques au procédé MAX Speed.
Les paramètres répertoriés ici sont spécifiques au procédé MAX Position.
Les paramètres présentés ici peuvent être ajustés avec le procédé TIG.
Les paramètres présentés ici peuvent être ajustés avec le procédé MMA.