Ohjauspaneeli: Hitsausparametrit
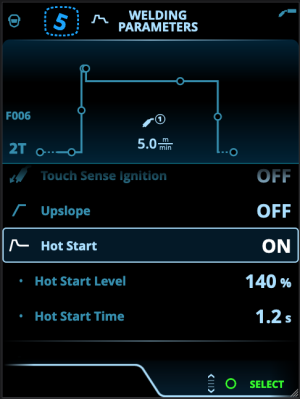
Hitsausparametrit-näkymä sisältää käynnistys- ja pysäytyskäyrän, jonka avulla kaikkein oleellisimpien parametrien säätö käy hyvin havainnollisesti. Alaosa näkymästä on varattu kaikille käytössä olevan hitsausprosessin hitsausasetuksille luettelona. Hitsausprosessin valinta perustuu aktiivisena olevaan muistikanavaan ja sen asetuksiin.

|
Monet hitsausparametrit ovat hitsausprosessikohtaisia, ja ne ovat näkyvissä ja säädettävissä sen mukaisesti. |
Hitsausparametrien säätäminen
| 1. | Käännä oikeanpuoleista säätönuppia valitaksesi haluttu hitsausparametri. |
| 2. | Paina oikeanpuoleista säätönuppia valitaksesi hitsausparametri säädettäväksi. |
| 3. | Käännä oikeaa säätönuppia säätääksesi hitsausparametria. |
>> Säädettävästä parametrista riippuen, katso lisätietoja myös alla olevasta hitsausparametritaulukosta.
| 4. | Vahvista uusi asetusarvo / valinta ja sulje säätönäkymä painamalla oikeanpuoleista säätönuppia. |
Hitsausparametrien tallentaminen myöhempää käyttöä varten
Muuttuneiden hitsausparametrien pohjalta luodaan automaattisesti työkanava. Tallentaaksesi uudet hitsausparametrit muistikanavalle, tee seuraavasti:
| • | Nopea vaihtoehto (vaikuttaa aktiivisena olevaan kanavaan): Pidä muistikanavien pikavalintapainike painettuna noin 2 sekunnin ajan. |
>> Tämä tallentaa parametriasetukset aktiivisena olevalle muistikanavalle korvaten kanavan aiemmat asetukset.
| • | Muistikanavanäkymävaihtoehto: Mene muistikanavanäkymään ja tallenna parametriasetukset uudelle kanavalle. |
>> Lisätietoja on kohdassa Ohjauspaneeli: Kanavat.
Hitsausparametrit ja toimintojen kuvaukset
![]() MIG ja 1-MIG -hitsausparametrit
MIG ja 1-MIG -hitsausparametrit
Tässä luetellut parametrit ovat säädettävissä MIG ja 1-MIG -prosesseilla
Tässä luetellut parametrit ovat säädettävissä vain 1-MIG-prosessilla.
![]() Pulssi/DPulse-hitsausparametrit
Pulssi/DPulse-hitsausparametrit
Tässä luetellut parametrit ovat säädettävissä MIG ja 1-MIG -hitsausparametrien lisäksi.
Tässä luetellut parametrit ovat MAX Speed -prosessikohtaisia.
Tässä luetellut parametrit ovat MAX Position -prosessikohtaisia.
Tässä luetellut parametrit ovat säädettävissä TIG-prosessilla.
Tässä luetellut parametrit ovat säädettävissä puikkohitsausprosessilla.