Installazione e modifica del filo (bobina da 200 mm)
Questa sezione descrive come installare e sostituire una bobina da 200 mm. Il mozzo per bobina da 200 mm è installato in fabbrica sulle macchine Master M 205 e 323. Per istruzioni sull'installazione di una bobina da 100 mm, fare riferimento a Installazione e modifica del filo (bobina da 100 mm).

|
Prima di installare la bobina di filo metallico, collegare la torcia per saldatura al dispositivo Master M. |
|
|
Quando si cambia la bobina di filo, rimuovere prima il filo rimanente dalla torcia di saldatura e dal meccanismo di avanzamento. |
|
|
Accertarsi sempre che i rulli trainafilo siano adatti al filo di apporto (diametro e materiale) in questione. Per ulteriori informazioni, vedere Materiali di consumo del trainafilo.
|
Per rimuovere la bobina di filo:
|
1.
|
Aprire lo sportello dello scomparto del trainafilo. |
|
2.
|
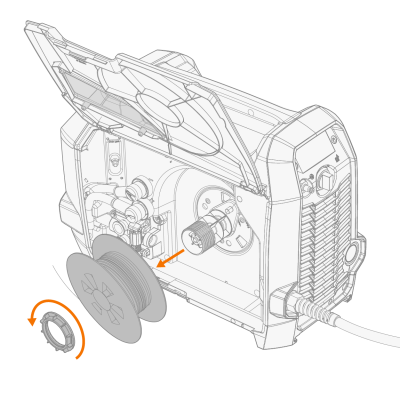
Allentare e rimuovere il fermo della bobina e rimuovere la bobina di filo metallico. |
Per installare una nuova bobina di filo:
|
1.
|
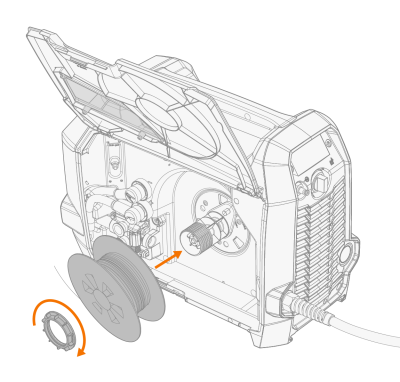
Inserire la bobina di filo metallico sul mozzo della bobina. Fissare la bobina di filo metallico in posizione inserendo e serrando il fermo della bobina. |
|
|
Accertarsi che la bobina di filo metallico sia rivolta nella direzione corretta, con il filo che va dalla parte inferiore della bobina ai rulli trainafilo. |
|
2.
|
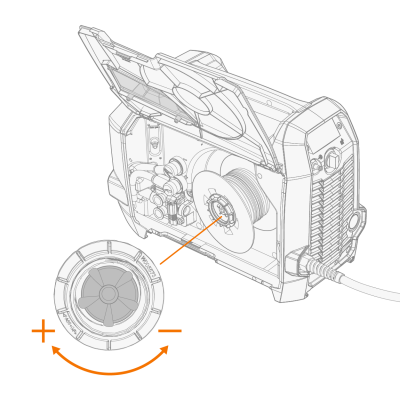
Se necessario, regolare la forza frenante della bobina ruotando il fermo del mozzo della bobina. |
Per installare il filo di apporto:
|
1.
|
Rilasciare l’estremità del filo di apporto dalla bobina e tagliare eventuali sezioni deformate in modo che l’estremità risulti diritta. |
|
|
Accertarsi che il filo di apporto non fuoriesca dalla bobina quando viene rilasciato. |
|
2.
|
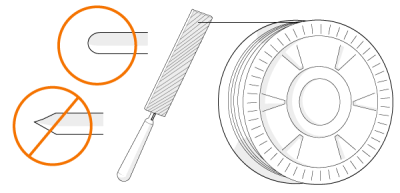
Limare la punta del filo di apporto fino a renderla liscia. |

|
Eventuali parti taglienti della punta del filo di apporto potrebbero danneggiare la guaina guidafilo. |
|
3.
|
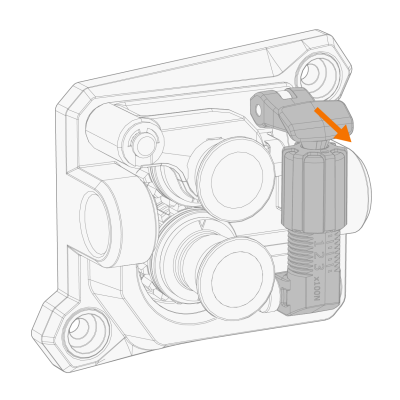
Rilasciare la maniglia della pressione. |
|
4.
|
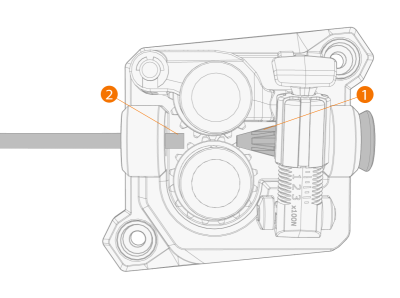
Guidare il filo di apporto attraverso il tubo guida d'ingresso (1) e il tubo guida centrale (2), che porta il filo di apporto alla torcia per saldatura. |
|
5.
|
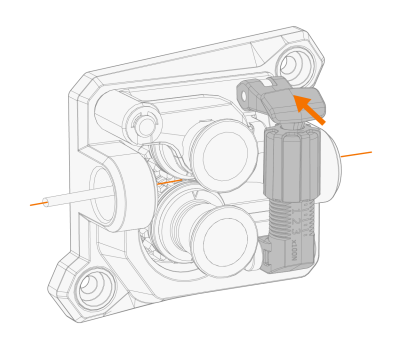
Spingere a mano il filo di riempimento nella torcia in modo che il filo raggiunga la guaina in filo metallico. |

|
6.
|
Chiudere il perno di pressione così da bloccare il filo tra i rulli trainafilo. |
|
7.
|
Regolare la pressione del rullo trainafilo mediante la rotella di regolazione della pressione. |
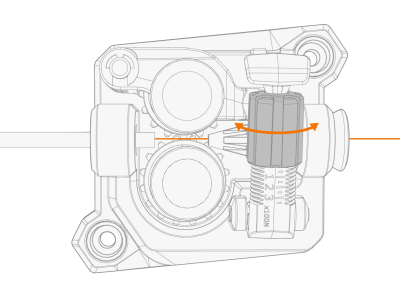
Le scale graduate presenti sul braccio di pressione indicano la pressione applicata ai rulli trainafilo. Regolare la pressione dei rulli trainafilo in base alla tabella sottostante.
| Fe/Ss pieno |
Scanalatura a V
|
0.8−1.0 |
1.5−2.0 |
| ≥ 1.2 |
2.0−2.5 |
| MC/FC |
Scanalatura a V, zigrinato
|
≥ 1.2 |
1.0−2.0 |
| Al |
Scanalatura a U
|
1.0 |
0.5−1.0 |
| 1.2 |
1.0−1.5 |
|
|
Una pressione eccessiva appiattisce il filo e potrebbe danneggiare i fili animati o rivestiti. L’eccessiva pressione, inoltre, causa l’usura indebita dei rulli trainafilo e un aumento del carico sul riduttore. |
|
8.
|
Far avanzare il filo di apporto nella torcia per saldatura utilizzando la funzione di avanzamento intermittente filo nelle impostazioni di sistema o premendo a lungo il pulsante della manopola di controllo sinistra. Fermarsi quando il filo raggiunge la punta di contatto della torcia di saldatura. |

|
Fare attenzione al filo quando raggiunge la punta di contatto ed esce dalla torcia. |
Prima di saldare, assicurarsi che i parametri e le impostazioni di saldatura siano conformi alle impostazioni di saldatura.
*Profili del rullo di alimentazione e simboli corrispondenti
| Scanalatura a V |

|
| Scanalatura a V, zigrinato |

|
| Scanalatura a U |

|