Einsetzen und Wechseln des Drahts (200 mm Spulengröße)
Dieser Abschnitt beschreibt die Installation und den Austausch einer 200-mm-Spule. Die Spulennabe für eine 200-mm-Spule ist bei den Modellen Master M 205 und 323 werkseitig installiert. Anweisungen zur Installation einer 100-mm-Spule finden Sie unter Einsetzen und Wechseln des Drahts (100 mm Spulengröße).

|
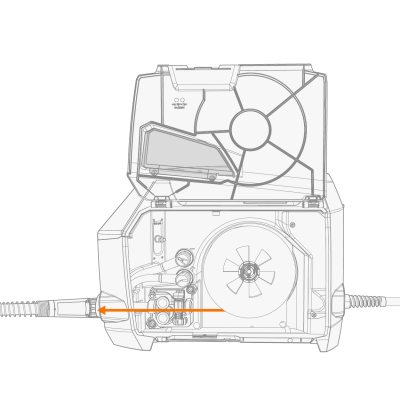
Erst den Schweißbrenner an der Master M anbringen, dann die Drahtspule montieren. |
|
|
Wenn Sie die Drahtspule wechseln, entfernen Sie den restlichen Zusatzwerkstoff aus dem Schweißbrenner und dem Drahtvorschubmechanismus, bevor Sie die Drahtspule entfernen. |
|
|
Achten Sie immer darauf, dass die Vorschubrollen für den jeweiligen Zusatzwerkstoff (Durchmesser und Material) geeignet sind. Weitere Informationen finden Sie unter Drahtvorschub-Verschleißteile.
|
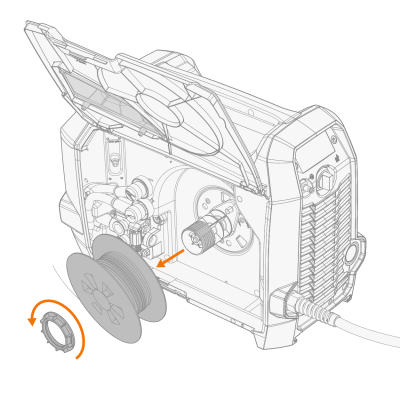
Zum Entfernen der Drahtspule:
|
1.
|
Das Drahtvorschubgehäuse öffnen. |
|
2.
|
Die Spulenbefestigung lösen und entfernen und dann die Drahtspule entfernen. |
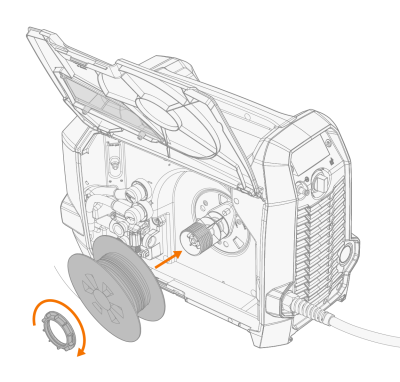
Installieren einer neuen Drahtspule:
|
1.
|
Die Drahtspule auf die Spulennabe setzen. Die Drahtspule sichern. Dazu die Spulenbefestigung einsetzen und anziehen. |
|
|
Stellen Sie sicher, dass die Drahtspule in die richtige Richtung weist. Der Schweißdraht muss von der Spulenunterseite zu den Vorschubrollen verlaufen. |
|
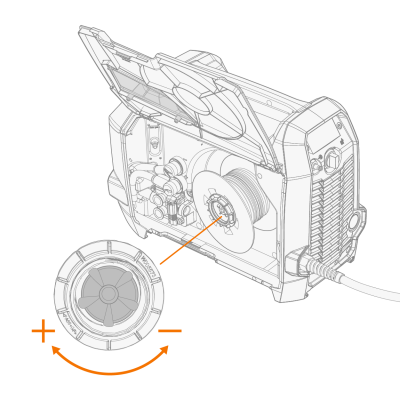
2.
|
Passen Sie bei Bedarf die Spulenbremskraft an, indem Sie die Befestigung der Spulennabe drehen. |
Installieren des Zusatzwerkstoffes:
|
1.
|
Lösen Sie das Ende des Zusatzwerkstoffs von der Spule und schneiden Sie alle verformten Abschnitte ab, damit das Ende gerade ist. |
|
|
Stellen Sie sicher, dass der Zusatzwerkstoff nicht von der Spule abrollt, wenn er gelöst wird. |
|
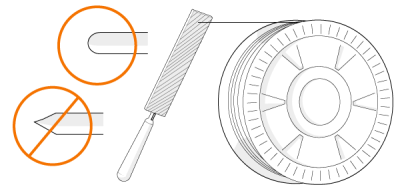
2.
|
Feilen Sie die Spitze des Zusatzwerkstoffs glatt. |

|
Scharfe Kanten an der Spitze des Zusatzwerkstoffs können den Drahtliner beschädigen. |
|
3.
|
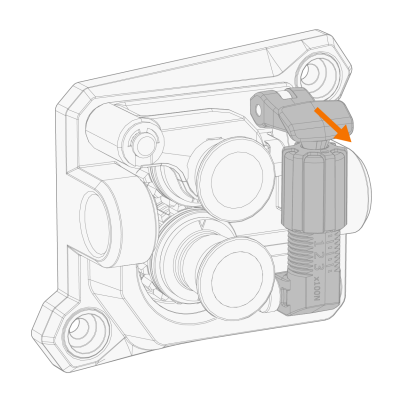
Öffnen Sie den Anpresshebel. |
|
4.
|
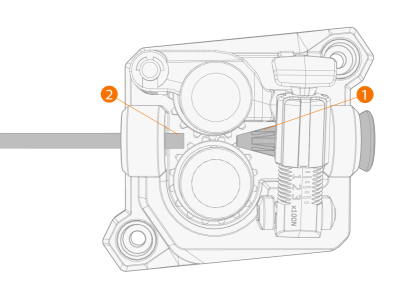
Den Zusatzwerkstoff in das Einlassführungsrohr (1) und das Auslassführungsrohr (2) einführen, das den Zusatzwerkstoff dem Schweißbrenner zuführt. |
|
5.
|
Den Draht bis zum Drahtliner in den Brennerschlauch einschieben. |
|
6.
|
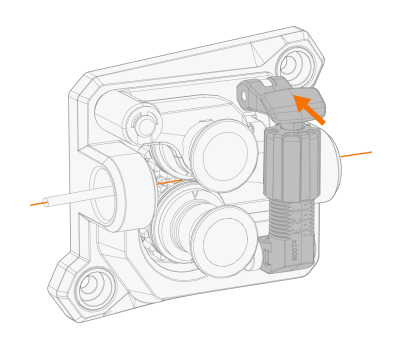
Schließen Sie die Anpresshebel, damit der Zusatzwerkstoff zwischen den Vorschubrollen gesperrt ist. |
|
7.
|
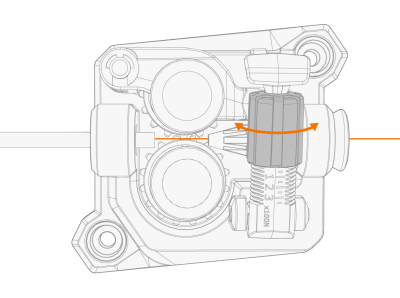
Passen Sie den Anpressdruck der Vorschubrolle mit den Druckeinstellungsrolle an. |
Die abgestuften Skalen auf dem Druckarm zeigen den Anpressdruck, der auf die Vorschubrollen angewendet wird. Passen Sie den Anpressdruck der Vorschubrollen gemäß der nachstehenden Tabelle an.
| Fe/Ss fest |
V-Nut
|
0.8−1.0 |
1.5−2.0 |
| ≥ 1.2 |
2.0−2.5 |
| MC/FC |
V-Nut, gerändelt
|
≥ 1.2 |
1.0−2.0 |
| Al |
U-Nut
|
1.0 |
0.5−1.0 |
| 1.2 |
1.0−1.5 |
|
|
Zu hoher Druck flacht den Zusatzwerkstoff ab und kann beschichtete oder gefüllte Zusatzwerkstoffe beschädigen. Zu hoher Druck führt auch zu unnötigem Verschleiß der Vorschubrollen und erhöht die Getriebelast. |
|
8.
|
Führen Sie den Schweißdraht in den Schweißbrenner ein, indem Sie die Drahtvorschubfunktion in den Systemeinstellungen verwenden oder den linken Bedienknopf lange drücken. Stoppen Sie, wenn der Draht die Stromdüse des Schweißbrenners erreicht. |

|
Achten Sie auf den Draht, wenn er die Stromdüse erreicht und aus dem Brenner austritt. |
Vor dem Schweißen sicherstellen, dass die Schweißparameter und Einstellungen der vorliegenden Schweißkonfiguration entsprechen.
* Vorschubrollenprofile und entsprechende Symbole
| V-Nut |

|
| V-Nut, gerändelt |

|
| U-Nut |

|