设置视图
在设置视图中,使用控制旋钮 (1) 进行选择:
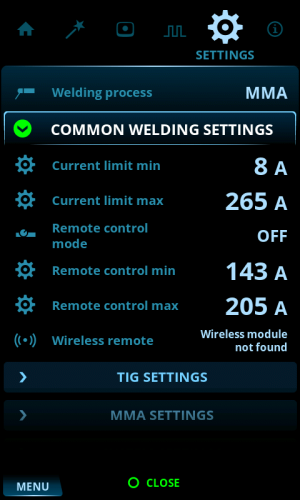
_400x164.png)
要调整设置:
| 1. | 前往设置视图。 |
| 2. | 转动控制旋钮 (1) 浏览设置组和参数。 |
| 3. | 按控制旋钮 (1),选择要调整或更改的参数。 |
| 4. | 转动控制旋钮 (1) 调整或更改设置。 |
| 5. | 按控制旋钮 (1) 关闭参数设置。 |

|
一些设置,比方说是当前模式和焊接工艺特定的,在设置菜单中相应地可见或不可见。 |
通用焊接设置:
| 参数 | 值 | 注意 |
|---|---|---|
| 焊接工艺 | TIG / MMA(默认 = TIG) | 选择焊接工艺会自动更改为所选工艺的最后一个活动通道。 |
| 最小电流限制 | TIG:2 A / MMA:8 A,步进 1 A * | |
| 最大电流限制 | TIG:电源的标称值 MMA:电源的最大值。 MMA 电流,步进 1 A * |
|
| 遥控模式 | 关闭 / 遥控(默认 = 关闭) | 选中遥控器后,控制面板上的焊接电流调整将被禁用。 |
| 遥控器最小值 | 最小 = “最小电流限制”,最大 = “最大电流限制” | |
| 遥控器最大值 | 最小 = “最小电流限制”,最大 = “最大电流限制” | |
| 无线遥控器 | 选中后将自动开始配对 | 新配对信息取代旧的信息。 配对状态显示为设置值。 |
TIG 设置:
| 参数 | 值 | 注意 |
|---|---|---|
| 提升 TIG 电流 | 5 A ... 40 A / 自动,步进 1 A(默认 = 自动 = 10 A) | |
| 轻微上坡 | 关闭 / 打开(默认 = 关闭) | |
| TIG 防冻 | 关闭 / 打开(默认 = 关闭) |
MMA 设置:
| 参数 | 值 | 注意 |
|---|---|---|
| 焊接电流 | 最小/最大 = 正常焊接电流限制 | |
| 热启动 | -10 ... +10,步进 1(默认 = 0) | |
| 电弧力 | -10 ... +10,步进 1(默认 = 0) | |
| MMA 防冻 | 关闭 / 打开(默认 = 关闭) | |
| VRD 模式 | 关闭 / 打开(默认 = 关闭) | 可以锁定此设置,这样用户便无法更改它。在 VRD 模式永久锁定为打开的设备型号中(例如 AU 型号),VRD 选项在设置中仍然可见,但无法更改。 |
| 断弧 | 50 % ... 100 %,步进 10 %(默认 = 90 %) | 100% 设置使用所有电压保持,从而实现最长的电弧。 |
系统设置:
| 参数 | 值 | 注意 |
|---|---|---|
| 亮度 | 10 % ... 100 %,步进 1 %(默认 = 100 %) | |
| 焊接数据时间 | 1 s ... 10 s,步进 1 s(默认 = 5 s) | |
| 屏幕保护程序 | 默认 = 肯倍徽标 | 可以使用其他屏幕保护程序图像。请参阅屏幕保护程序了解更多信息。 |
| 日期 | 日期设置 (DD/MM/YYYY) | |
| 时间(24 小时制) | 时间设置 (HH:MM) | |
| 语言 | 语言设置 | |
| 显示 Weld Assist | 打开 / 关闭(默认 = 打开) | |
| 重置为出厂设置… | 取消 / 开始(默认 = 取消) | 激活恢复出厂设置,以在设备上恢复出厂设置的设置项。 恢复出厂设置完成后,必须手动重启电源。 |
* 在氩弧焊中,电流范围可由焊工调节:
| • | 2 A ... 305 A,1 A 步进 |
| • | 默认 = 电源标称值。 |
* 在 MMA 焊接中,电流范围可由焊工调节:
| • | 8 A ... 305 A,1 A 步进 |
| • | 默认 = 电源的 MMA 最大电流。 |
| 焊接工艺和功能 |