Końcówka elektrody
Spawanie prądem stałym
Na potrzeby spawania TIG prądem stałym naostrz końcówkę elektrody wolframowej wzdłużnie. Zaostrzona końcówka elektrody zapewnia stabilny i skoncentrowany łuk. Kąt i długość zaostrzenia wpływają na szerokość łuku oraz głębokość wtapiania.
Zasad ostrzenia:
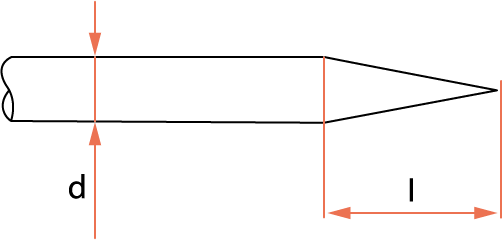
Gdzie I = 1–5 x śr.
Długość ostrzenia zależy od najczęściej stosowanej wartości prądu spawania:
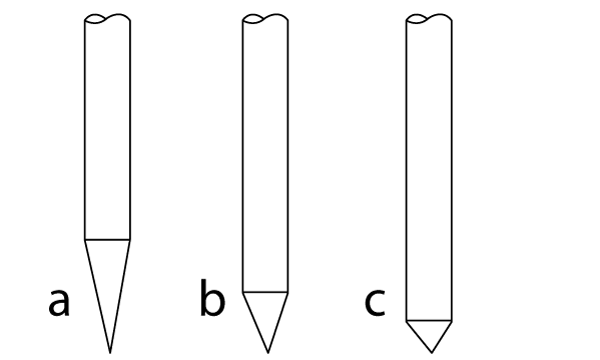
| a. | Niski prąd spawania |
| b. | Średni prąd spawania |
| c. | Wysoki prąd spawania |

|
Elektrodę należy zawsze ostrzyć wzdłużnie. |
Spawanie prądem zmiennym
Podczas spawania TIG prądem zmiennym temperatura końcówki elektrody może przekraczać temperaturę topnienia elektrody. Dlatego też o właściwym doborze średnicy elektrody pod kątem danego prądu spawania świadczy kształt końcówki elektrodowej.

| a. | Zbyt niski prąd spawania lub zbyt duża średnica elektrody. Łuk jest niestabilny i skierowany do elementu spawanego. |
| b. | Odpowiedni prąd spawania. |
| c. | Zbyt wysoki prąd spawania w stosunku do wybranej średnicy. |
|
|
W przypadku niektórych zastosowań wymagających spawania TIG prądem zmiennym można delikatnie zaostrzyć elektrodę (d). To ułatwia kontrolę kierunku łuku spawalniczego oraz wielkości jeziorka. |
|
Wskazówka: O właściwe kształtowanie się końcówki elektrody podczas spawania prądem zmiennym można także zadbać w następujący sposób:
|
Długość końcówki elektrody
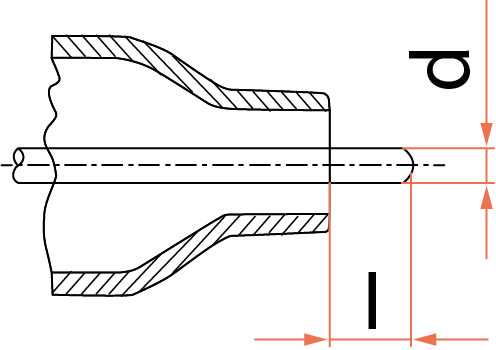
Optymalna długość końcówki elektrody (l) – mierzona od wylotu dyszy gazowej – zależy od średnicy elektrody, prądu spawania i typu połączenia.
| Wskazówka: Oczyszczenie elektrody czyścikiem ze stali nierdzewnej pozwala usunąć ślady utlenienia, co ułatwia zajarzenie oraz poprawia właściwości spoiny. |