Uiteinde van de elektrode
DC-lassen
Voor DC TIG-lassen moet u het uiteinde van de wolfraamelektrode in de lengte afslijpen tot een kegelvorm. Het aangescherpte uiteinde van de elektrode levert een regelmatige en geconcentreerde boog naar het werkstuk. De hoek en lengte waarmee wordt aangescherpt, heeft een uitwerking op de breedte en inbranding van de boog.
Aanscherpingsprincipe:
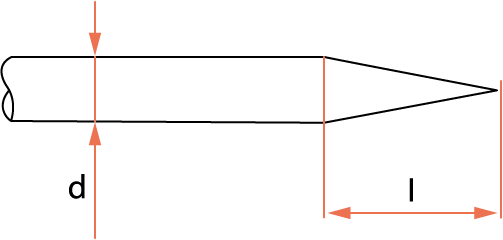
Waar I = 1…5 x d.
Welke aanscherplengte het meest geschikt is voor uw doelstellingen, hangt af van de meest gebruikte lasstroomsterkte:
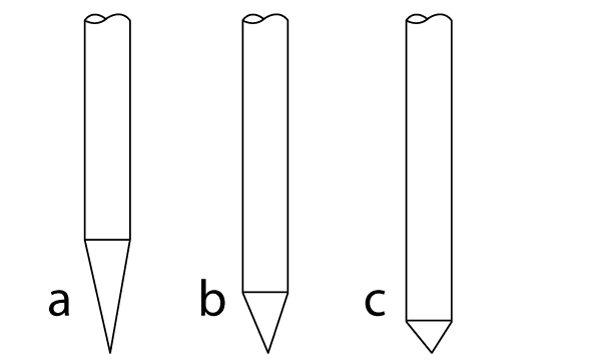
| a. | Lage stroom |
| b. | Gemiddelde stroom |
| c. | Hoge stroom |

|
Slijp bij het aanscherpen van de elektrode altijd langs de lengterichting van de elektrode. |
AC-lassen
Bij AC TIG-lassen kan de temperatuur van het elektrode-uiteinde boven het smeltpunt van de elektrode uitkomen. Daarom kan de geselecteerde diameter van de elektrode en de geschiktheid voor de toegepaste lasstroom worden beoordeeld aan de hand van de vorm van het uiteinde van de elektrode.
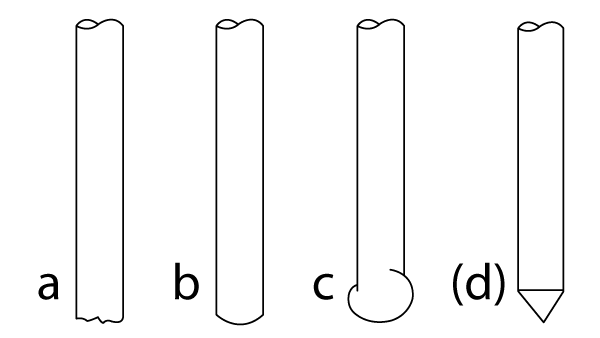
| a. | Te lage lasstroom of te grote elektrode. De boog is niet stabiel en niet op het werkstuk gericht. |
| b. | Geschikte stroom. |
| c. | De lasstroom is te hoog voor de geselecteerde elektrodediameter. |
|
|
Als Kemppi AC TIG-apparatuur wordt gebruikt voor specifieke toepassingen, is het ook mogelijk om een dunne punt voor het elektrode-uiteinde voor te bereiden en te behouden (d). Dit verbetert de controle over de richting van de lasboog en het formaat van het smeltbad. |
|
Tip: U kunt de basisvorm van het uiteinde ook met de volgende techniek voorbereiden voor AC-lassen:
|
Lengte van het uiteinde van de elektrode
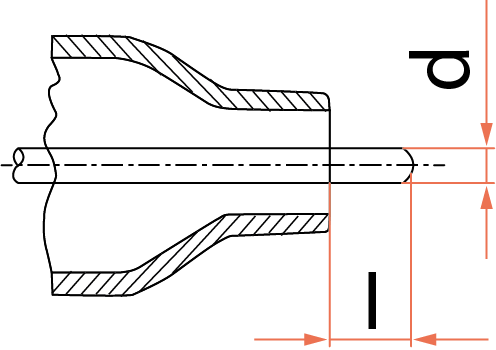
De optimale lengte (l) van het uitstekende elektrode-uiteinde, gemeten vanaf het uiteinde van het gasmondstuk, is afhankelijk van de elektrodediameter, het niveau van de lasstroom en het soort lasverbinding.
| Tip: Door de elektrode te reinigen met staalwol kunnen de ontsteking en de algehele laseigenschappen worden verbeterd, omdat hiermee oxides van het oppervlak worden verwijderd. |