| Program spawania |
|
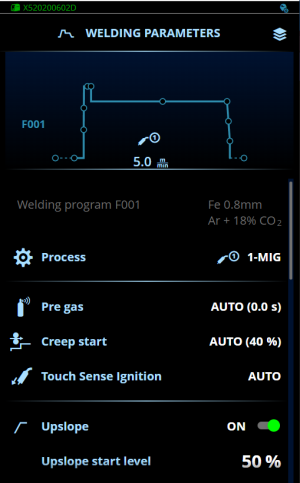
Pokazuje używany program spawania. W tym widoku nie można zmienić programu spawania. Aby zmienić program spawania, patrz Stosowanie programów spawania. |
Proces
|
MIG, 1-MIG, impulsowe, DPulse, WiseRoot+, WiseThin+, MAX Cool, MAX Speed, MAX Position |
Wybór procesu spawania techniką MIG zależy od aktywnego programu spawania.
Więcej informacji na temat dodatkowych procesów, patrz Dodatkowe wskazówki dotyczące funkcji i ustawień. |
| Przed gaz |
0,0 ... 9,9 s, Auto, co 0,1
0.0 = WYŁ.
Domyślnie = Auto |
Funkcja spawalnicza, która uruchamia przepływ gazu przed zajarzeniem łuku. To gwarantuje, że metal nie wchodzi w reakcję z powietrzem na początku spawania. Wartość czasową programuje użytkownik. Służy do pracy ze wszystkimi metalami, szczególnie ze stalą nierdzewną, aluminium i tytanem. |
| Powolny start |
10 ... 100 %, Auto, co 1
Domyślnie = Auto |
Funkcja powolnego startu modyfikuje prędkość podawania drutu przed zajarzeniem łuku spawalniczego, tzn. zanim drut elektrodowy zetknie się z elementem spawanym. Po zajarzeniu łuku funkcja automatycznie przywraca standardową, ustawioną przez użytkownika prędkość podawania drutu. Funkcja powolnego startu jest zawsze włączona. |
| Touch Sense Ignition |
AUTO/WYŁ./WŁ.
Domyślnie = Auto |
Touch Sense Ignition gwarantuje minimum odprysków oraz zapewnia stabilizację łuku natychmiast po zajarzeniu. |
| Narastanie |
WŁ./WYŁ.
Domyślnie = WYŁ. |
Narastanie to funkcja spawalnicza określająca czas stopniowego wzrostu prądu spawania do docelowego poziomu na początku spawania. Poziom początkowy i czas narastania reguluje użytkownik. |
| - Poz. pocz. narastania |
10 ... 100 %, Auto, co 1
Domyślnie = 50 |
| - Czas narastania |
0,1 ... 5 s, Auto, co 0,1
Domyślnie = 0.1 |
| Gorący start |
WŁ./WYŁ.
Domyślnie = WYŁ. |
Funkcja wykorzystująca wyższą lub niższą wartość prądu spawania i prędkości podawania drutu na początku spoiny. Po okresie gorącego startu prąd zmienia się na normalny poziom prądu spawania. Ułatwia rozpoczęcie spawania, szczególnie w przypadku aluminium. Poziom początkowy i czas gorącego startu reguluje użytkownik. Regulacja czasu zbocza gorącego startu ustawia czas przejścia z fazy gorącego startu do normalnego poziomu prądu spawania. Dostrajanie procesu gorącego startu (napięcia) jest regulowane w procesach 1-MIG, Pulse, DPulse, WiseThin+ i MAX Speed. |
| - Poziom gorącego startu |
-50 ... +200 %, Auto, co 1
Domyślnie = 140 |
| - Dostrajanie procesu gorącego startu |
-10,0 ... +10,0, co 0,1
Domyślnie = 0 |
| - Czas gorącego startu |
0,1 ... 9,9 s, Auto, co 0,1
Domyślnie = 1,2 s |
| - Czas zbocza gorącego startu |
0,0 ... 10,0 s, co 0,1 s
Domyślnie = 0 |
| Funkcja Wise |
Brak, WiseFusion, WisePenetration, WiseSteel |
Po wybraniu tej opcji wyświetla się lista dostępnych funkcji Wise. Więcej informacji: Dodatkowe wskazówki dotyczące funkcji i ustawień.
(Niedostępne dla procesów WiseRoot+, WiseThin+, MAX Cool, MAX Speed i MAX Position). |
| Prędkość podawania drutu |
0.5 ... 25 m/min, co 0,05 lub 0,1
Domyślnie = 5,00 m/min
|
Regulacja prędkości podawania drutu. Gdy prędkość podawania drutu wynosi poniżej 5 m/min, regulacja odbywa się co 0,05, a powyżej 5 m/min – co 0,1.
|
| Min. prędkość podawania drutu |
Min./maks. = 0,5–25 m/min, co 0,1
Domyślnie = 0,5 m/min |
Minimalna i maksymalna prędkość podawania drutu. |
| Maks. prędkość podawania drutu |
Min./maks. = 0,5–25 m/min, co 0,1
Domyślnie = 25 m/min |
Prąd
|
10 ... do maks. prądu maszyny, co 1
Domyślnie = 50 A |
Regulacja prądu spawania. Tylko z WisePenetration. |
| Korekcja napięcia |
Przykład: -10,0 ... +10,0 V *, co 0,1
|
Precyzyjne dostrajanie prądu spawania.
*Zakres precyzyjnego dostrajania napięcia jest określony w programie spawania. |
| Dynamika |
-10.0 ... +10,0, co 0,2
Domyślnie = 0 |
Kontroluje zachowanie łuku podczas zwarcia. Niższe wartości odpowiadają łukowi bardziej miękkiemu. Wyższe wartości odpowiadają łukowi twardszemu. |
| Prędkość spawania robota |
20...2000 mm/min, co 1 /
Sterowanie robotem
Domyślnie = Sterowanie robotem |
Użytkownik może ustawić prędkość spawania w kanale pamięci przesyłanym do robota. Należy jednak pamiętać, że:
- Robot musi posiadać funkcję umożliwiającą wykorzystanie wartości przesłanej z kanału pamięci.
- Prędkość spawania może być nadal ustawiana bezpośrednio w programie robota, w którym to przypadku wartość programu robota jest nadrzędna w stosunku do wartości przesyłanej z kanału pamięci. |
| Wypełnianie krateru |
WŁ./WYŁ. |
Podczas spawania z wysoką mocą na końcu spoiny zwykle powstaje krater. Funkcja wypełniania krateru zmniejsza moc spawania / prędkość podawania drutu pod koniec pracy, aby wypełnić krater przy niższym poziomie mocy.
Dostrajanie procesu wypełniania krateru (napięcie) jest regulowane w procesach 1-MIG, Pulse, DPulse, WiseThin+ i MAX Speed. |
| - Poziom początkowy wypełniania krateru |
10 ... 150 %, Auto, co 1
Domyślnie = 100 |
| - Dostrajanie procesu wypełniania krateru |
-10,0 ... +10,0, co 0,1
Domyślnie = 0 |
| - Czas wypełniania krateru |
0,1 ... 10,0 s, Auto, co 0,1
Domyślnie = 1,0 s |
| - Poz. końc. wypełniania krateru |
10 ... 150 %, Auto, co 1
Domyślnie = 30 |
| - Czas poz. końc. wypełniania krateru |
0,1 ... 10,0 s, co 0,1
Domyślnie = 0,0 s |
| Prąd końcowy |
-30 ... +30 |
Ustawienie prądu końcowego wpływa na długość drutu podczas kończenia spawania i pozwala, na przykład, zapobiec zatrzymaniu się drutu zbyt blisko jeziorka spawalniczego. To pozwala także uzyskać optymalną długość drutu do następnej spoiny. |
| Koniec podawania drutu (koniec WF) |
WYŁ./WŁ.
Domyślnie = WYŁ. |
Funkcja ta zapobiega przywieraniu drutu elektrodowego do końcówki prądowej na koniec spawania. |
| Po gaz |
0,0 ... 9,9 s, Auto, co 0,1
0.0 = WYŁ.
Domyślnie = Auto |
Funkcja spawalnicza, która po wygaszeniu łuku pozostawia włączony przepływ gazu. Dzięki temu po wygaszeniu łuku rozgrzana spoina nie wchodzi w reakcję z powietrzem, co chroni ją i elektrodę. Wykorzystywana podczas pracy ze wszystkimi metalami. Dłuższego czasu po gazu wymagają w szczególności stal nierdzewna i tytan. |