Kalibracja kabla spawalniczego
Opór kabla spawalniczego można zmierzyć wbudowaną funkcją kalibracji kabla bez potrzeby stosowania dodatkowego kabla pomiarowego.

|
Aby kalibracja się udała, użyj czystej/nowej końcówki prądowej oraz dokładnie wyczyść powierzchnię elementu spawanego. |
|
1.
|
Zdemontuj dyszę gazową uchwytu spawalniczego. |
|
2.
|
Naciśnij przycisk wciągania drutu i wyciągnij pozostały drut spawalniczy z uchwytu spawalniczego (w razie potrzeby odetnij najpierw drut). |
|
3.
|
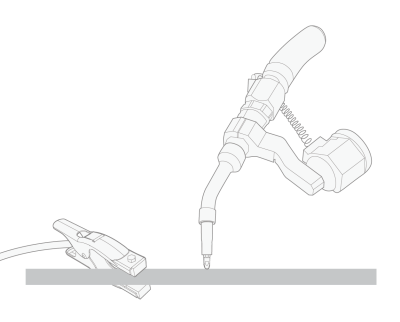
Umieść uchwyt spawalniczy pod kątem prostym (90°) w odległości ok. 1 mm od elementu spawanego. |
|
4.
|
Przesuń uchwyt spawalniczy tak, aby końcówka prądowa dotykała elementu spawanego. |
|
|
Końcówka prądowa musi pewnie dotykać elementu spawanego. Nie dociskaj jej jednak zbyt mocno do elementu. |
|
5.
|
W aplikacji AX Manager wybierz kolejno polecenia Ustawienia - Ustawienia urządzenia, kliknij opcję Kalibracja kabla i postępuj zgodnie z instrukcjami wyświetlanymi na ekranie. |
|
6.
|
W aplikacji AX Manager sprawdź zmierzone wartości i w razie potrzeby powtórz kalibrację (jeżeli na przykład skalibrowanie się nie uda ze względu na słabe przyleganie końcówki prądowej do elementu spawanego). |
|
7.
|
Po zakończeniu kalibracji zdejmij uchwyt spawalniczy ze spawanego elementu, wyciągnij drut z końcówki prądowej i podłącz z powrotem dyszę gazową. |