Parámetros soldadura
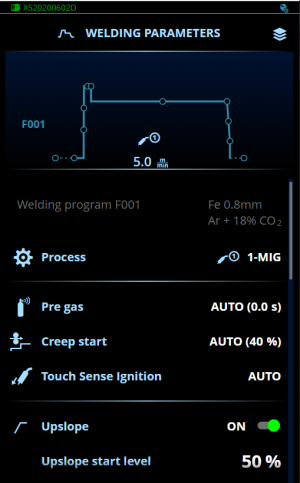
La vista Parámetros de soldadura incluye una curva de inicio y parada para ver y ajustar los parámetros más importantes de una soldadura. La sección inferior de la vista de lista enumera los ajustes disponibles para el proceso de soldadura seleccionado. La selección del proceso de soldadura se basa en el canal de memoria activo y sus configuraciones.

|
Muchos de los parámetros de soldadura son específicos del proceso de soldadura, están visibles y disponibles para su ajuste. |
Ajuste de los parámetros de soldadura
| 1. | Seleccione un parámetro de soldadura para el ajuste. |
>> También puede navegar en la lista de parámetros seleccionando una fase en la curva de inicio y parada.
| 2. | Ajuste los valores de parámetros de soldadura. |
>> Dependiendo del parámetro que se vaya a ajustar, consulte también las tablas de parámetros de soldadura mostrada abajo para obtener más detalles.
| 3. | Confirme el nuevo valor/selección y cierre la vista de ajuste seleccionando 'OK'. |
Parámetros de soldadura y descripciones de características
![]() Parámetros de soldadura MIG manual
Parámetros de soldadura MIG manual
Los parámetros enumerados aquí están disponibles para el ajuste con el proceso MIG manual.
| Parámetro | Valor del parámetro | Descripción |
|---|---|---|
| Proceso | Manual MIG, 1-MIG, Pulse, DPulse, WiseRoot+, WiseThin+, MAX Cool, MAX Speed, MAX Position | Esta selección del proceso de soldadura MIG depende del programa de soldadura activo. Para obtener más información sobre procesos adicionales, consulte Guía adicional para funciones y características. |
| Pregas | 0,0 ... 9,9 s, Auto, intervalo de 0,1 0.0 = OFF Predeterminado = Auto |
Función de soldadura que inicia el flujo de gas de protección antes de que se encienda el arco. Esto garantiza que el metal no entre en contacto con el aire al inicio de la soldadura. El valor del tiempo es programado por el usuario. Se utiliza para todos los metales, pero especialmente para acero inoxidable, aluminio y titanio. |
| Arranque lento | 10 ... 100 %, Auto, intervalo de 1 Predeterminado = Auto |
La función de Partida Lenta establece la velocidad de alimentación del alambre antes que se encienda el arco de soldadura, es decir, antes de que el alambre de relleno entre en contacto con la pieza de trabajo. Cuando el arco se enciende, la velocidad de alimentación del alambre pasa automáticamente a la velocidad normal configurada por el usuario. La función de Partida Lenta está siempre encendida. |
| TSI | Auto/OFF/ON Predeterminado = Auto |
Touch Sense Ignition (Encendido sensor táctil) produce salpicadura mínima y estabiliza el arco inmediatamente después de la ignición. Consulte la sección TSI para obtener más información. |
| Velocidad de alimentación del alambre | 0.5 ... 25 m/min, intervalo de 0,05 o 0,1 Predeterminado = 5,00 m/min |
Ajuste de la velocidad de alimentación del alambre. Cuando la velocidad de alimentación del alambre es menor a 5 m/min, el paso de ajuste es 0,05 y cuando la velocidad de alimentación del alambre es 5 m/min o más, el paso de ajuste es 0,1. |
| Límite mín. de velocidad de alimentación del alambre | Mín./Máx. = 0,5 ... 25 m/min, intervalo de 0,1 Predeterminado = 0,5 m/min |
Límites mínimos y máximos para el ajuste de la velocidad de alimentación del alambre. |
| Límite máx. de velocidad de alimentación del alambre | Mín./Máx. = 0,5 ... 25 m/min, intervalo de 0,1 Predeterminado = 25 m/min |
|
| Voltaje | 400 A: 8 ... 45 V 500 A: 8 ... 50 V Intervalos de 0,1 V |
Ajuste del voltaje de soldadura y los límites mínimo y máximo para el ajuste del voltaje de soldadura. |
| Dinámicas | -10.0 ... +10,0, intervalo de 0,2 Predeterminado = 0 |
Controla el comportamiento del cortocircuito del arco. Cuanto menor sea el valor, más suave será el arco, cuanto mayor sea el valor, más áspero será el arco. |
| Velocidad de desplazamiento del robot | 20...2000 mm/min, intervalo de 1 / Controlado por robot Predeterminado = Controlado por robot |
El usuario puede configurar la velocidad de desplazamiento en un canal de memoria que se transmitirá al robot. Sin embargo, tenga en cuenta que: - El robot debe disponer de una función que permita utilizar el valor transmitido desde el canal de memoria. - La velocidad de desplazamiento aún puede ajustarse directamente en el programa del robot, en cuyo caso el valor del programa del robot anula el valor transmitido desde el canal de memoria. |
| Relleno de cráter | ON/OFF | Al soldar con una potencia elevada, normalmente se forma un cráter al final de la soldadura. La función de relleno de cráter disminuye la potencia de soldadura y la velocidad de alimentación del alambre al final del trabajo de soldadura, de manera que el cráter puede rellenarse empleando un nivel de potencia inferior. Con el proceso MIG, el tiempo de relleno de cráter, la velocidad de alimentación del alambre y el voltaje son preestablecidos por el usuario. Cuando la velocidad de alimentación del alambre es menor a 5 m/min, el paso de ajuste es 0,05 y cuando la velocidad de alimentación del alambre es 5 m/min o más, el paso de ajuste es 0,1. Para el proceso 1-MIG, consulte la tabla de parámetros 1-MIG. |
| - Tiempo de relleno de cráteres | 0,0 ... 10,0 s, Auto, intervalo de 0,1 Predeterminado = 1,0 s |
|
| - Velocidad de alimentación del alambre de relleno de cráteres | 0,5 ... 25,0 m/min, Auto, intervalo de 0,05 ó 0,1 Predeterminado = 5 m/min |
|
| - Voltaje relleno de cráteres | 400 A: 8 ... 45 V, Auto 500 A: 8 ... 50 V, Auto Intervalos de 0,1 V Predeterminado = 18V |
|
| Corriente posterior | -30 ... +30 | La configuración de la corriente posterior afecta la longitud del alambre al final de la soldadura, por ejemplo, para evitar que el alambre se detenga demasiado cerca del baño de fusión. Esto también permite la longitud óptima del alambre para el inicio de la próxima soldadura. |
| Modo de detención de alimentación del alambre (Modo de detención WF) | OFF/ON Predeterminado = OFF |
La función de modo de detención de alimentación del alambre evita que el alambre de relleno se adhiera a la punta de contacto cuando finaliza la soldadura. |
| Postgas | 0,0 ... 9,9 s, Auto, intervalo de 0,1 0.0 = OFF Predeterminado = Auto |
Función de soldadura que mantiene el flujo de gas de protección después de que el arco se haya extinguido. Esto asegura que la soldadura en caliente no entre en contacto con el aire después de que se extinga el arco, protegiendo la soldadura y también el electrodo. Usado para todos los metales. Especialmente el acero inoxidable y el titanio requieren tiempos de postgas más prolongados. |
Los parámetros enumerados aquí están disponibles en el ajuste con el proceso 1-MIG.
| Parámetro | Valor del parámetro | Descripción |
|---|---|---|
| Programa de soldadura | Muestra el programa de soldadura en uso. No puede cambiar el programa de soldadura en esta vista. Para cambiar un programa de soldadura, consulte Aplicación de programas de soldadura. | |
| Proceso |
MIG, 1-MIG, Pulse, DPulse, WiseRoot+, WiseThin+, MAX Cool, MAX Speed, MAX Position | Esta selección del proceso de soldadura MIG depende del programa de soldadura activo. Para obtener más información sobre procesos adicionales, consulte Guía adicional para funciones y características. |
| Pregas | 0,0 ... 9,9 s, Auto, intervalo de 0,1 0.0 = OFF Predeterminado = Auto |
Función de soldadura que inicia el flujo de gas de protección antes de que se encienda el arco. Esto garantiza que el metal no entre en contacto con el aire al inicio de la soldadura. El valor del tiempo es programado por el usuario. Se utiliza para todos los metales, pero especialmente para acero inoxidable, aluminio y titanio. |
| Arranque lento | 10 ... 100 %, Auto, intervalo de 1 Predeterminado = Auto |
La función de Partida Lenta establece la velocidad de alimentación del alambre antes que se encienda el arco de soldadura, es decir, antes de que el alambre de relleno entre en contacto con la pieza de trabajo. Cuando el arco se enciende, la velocidad de alimentación del alambre pasa automáticamente a la velocidad normal configurada por el usuario. La función de Partida Lenta está siempre encendida. |
| TSI | AUTO/OFF/ON Predeterminado = Auto |
Touch Sense Ignition (Encendido sensor táctil) produce salpicadura mínima y estabiliza el arco inmediatamente después de la ignición. |
| Rampa de subida de corriente | ON/OFF Predeterminado = OFF |
La rampa de subida de corriente (upslope) es una función de soldadura que determina el tiempo durante el cual la corriente de soldadura aumenta gradualmente hasta el nivel de corriente de soldadura deseado al comienzo de la soldadura. El nivel de inicio de la rampa de subida de corriente y el tiempo son preestablecidos por el usuario. |
| - Nivel de inicio del ascenso | 10 ... 100 %, Auto, intervalo de 1 Predeterminado = 50 |
|
| - Tiempo de ascenso | 0,1 ... 5 s, Auto, intervalo de 0,1 Predeterminado = 0.1 |
|
| Partida en caliente | ON/OFF Predeterminado = OFF |
Función de soldadura que utiliza una mayor o menor velocidad de alimentación del alambre y corriente de soldadura al inicio de la soldadura. Tras el periodo de partida en caliente, la corriente cambia al nivel de corriente de soldadura normal. Esto facilita el inicio de la soldadura, especialmente con materiales de aluminio. El nivel y la hora de arranque en caliente son ajustables por el usuario. El ajuste del tiempo de pendiente de partida en caliente establece el tiempo de transición de la fase de partida en caliente al nivel de corriente de soldadura normal. El ajuste fino de partida en caliente (voltaje) es ajustable con los procesos 1-MIG, Pulse, DPulse, WiseThin+ y MAX Speed. |
| - Nivel de partida en caliente | -50 ... +200 %, Auto, intervalo de 1 Predeterminado = 140 |
|
| - Ajuste fino de partida en caliente | -10,0 ... +10,0, intervalo de 0,1 Predeterminado = 0 |
|
| - Tiempo de partida en caliente | 0,1 ... 9,9 s, Auto, intervalo de 0,1 Predeterminado = 1,2 s |
|
| - Tiempo de pendiente de partida en caliente | 0,0 ... 10,0 s, intervalo de 0,1 s Predeterminado = 0 |
|
| Función Wise | Ninguno, WiseFusion, WisePenetration, WiseSteel | Tras la selección, se abre una lista de funciones Wise disponibles. Consulte la sección Guía adicional para funciones y características para obtener más información. (No disponible con WiseRoot+, WiseThin+, MAX Cool, MAX Speed y MAX Position). |
| Velocidad de alimentación del alambre | 0.5 ... 25 m/min, intervalo de 0,05 o 0,1 Predeterminado = 5,00 m/min |
Ajuste de la velocidad de alimentación del alambre. Cuando la velocidad de alimentación del alambre es menor a 5 m/min, el paso de ajuste es 0,05 y cuando la velocidad de alimentación del alambre es 5 m/min o más, el paso de ajuste es 0,1. |
| Límite mín. de velocidad de alimentación del alambre | Mín./Máx. = 0,5 ... 25 m/min, intervalo de 0,1 Predeterminado = 0,5 m/min |
Límites mínimos y máximos para el ajuste de la velocidad de alimentación del alambre. |
| Límite máx. de velocidad de alimentación del alambre | Mín./Máx. = 0,5 ... 25 m/min, intervalo de 0,1 Predeterminado = 25 m/min |
|
| Corriente |
10 ... tamaño de máquina A, intervalo de 1 Predeterminado = 50 A |
Ajuste de corriente de soldadura. Sólo con WisePenetration. |
| Ajuste fino | Ejemplo: -10,0 ... +10,0 V *, intervalo de 0,1 |
Ajuste fino del voltaje de soldadura. * El rango de voltaje para el ajuste fino está definido por el programa de soldadura activo. |
| Dinámicas | -10.0 ... +10,0, intervalo de 0,2 Predeterminado = 0 |
Controla el comportamiento del cortocircuito del arco. Cuanto menor sea el valor, más suave será el arco, cuanto mayor sea el valor, más áspero será el arco. |
| Velocidad de desplazamiento del robot | 20...2000 mm/min, intervalo de 1 / Controlado por robot Predeterminado = Controlado por robot |
El usuario puede configurar la velocidad de desplazamiento en un canal de memoria que se transmitirá al robot. Sin embargo, tenga en cuenta que: - El robot debe disponer de una función que permita utilizar el valor transmitido desde el canal de memoria. - La velocidad de desplazamiento aún puede ajustarse directamente en el programa del robot, en cuyo caso el valor del programa del robot anula el valor transmitido desde el canal de memoria. |
| Relleno de cráter | ON/OFF | Al soldar con una potencia elevada, normalmente se forma un cráter al final de la soldadura. La función de relleno de cráter disminuye la potencia de soldadura y la velocidad de alimentación del alambre al final del trabajo de soldadura, de manera que el cráter puede rellenarse empleando un nivel de potencia inferior. El ajuste fino del relleno de cráter (voltaje) es ajustable con los procesos 1-MIG, Pulse, DPulse, WiseThin+ y MAX Speed. |
| - Nivel inicial relleno de cráteres | 10 ... 150 %, Auto, intervalo de 1 Predeterminado = 100 |
|
| - Ajuste fino del relleno de cráteres | -10,0 ... +10,0, intervalo de 0,1 Predeterminado = 0 |
|
| - Tiempo de relleno de cráteres | 0,1 ... 10,0 s, Auto, intervalo de 0,1 Predeterminado = 1,0 s |
|
| - Nivel de término relleno de cráteres | 10 ... 150 %, Auto, intervalo de 1 Predeterminado = 30 |
|
| - Tiempo de nivel final de relleno de cráteres | 0,1 ... 10,0 s, intervalo de 0,1 Predeterminado = 0,0 s |
|
| Corriente posterior | -30 ... +30 | La configuración de la corriente posterior afecta la longitud del alambre al final de la soldadura, por ejemplo, para evitar que el alambre se detenga demasiado cerca del baño de fusión. Esto también permite la longitud óptima del alambre para el inicio de la próxima soldadura. |
| Modo de detención de alimentación del alambre (Modo de detención WF) | OFF/ON Predeterminado = OFF |
La función de modo de detención de alimentación del alambre evita que el alambre de relleno se adhiera a la punta de contacto cuando finaliza la soldadura. |
| Postgas | 0,0 ... 9,9 s, Auto, intervalo de 0,1 0.0 = OFF Predeterminado = Auto |
Función de soldadura que mantiene el flujo de gas de protección después de que el arco se haya extinguido. Esto asegura que la soldadura en caliente no entre en contacto con el aire después de que se extinga el arco, protegiendo la soldadura y también el electrodo. Usado para todos los metales. Especialmente el acero inoxidable y el titanio requieren tiempos de postgas más prolongados. |
![]() Parámetros de soldadura Pulse/DPulse
Parámetros de soldadura Pulse/DPulse
Los parámetros enumerados aquí están disponibles para su ajuste además de los parámetros de soldadura MIG y 1-MIG cuando se usa una fuente de potencia pulsada X5. DPulse = proceso de doble pulso.
| Parámetro | Valor del parámetro | Descripción |
|---|---|---|
| Corriente pulsada | 10 ... +15 %, intervalo de 1 | El ajuste fino de la corriente pulsada en relación con la corriente con los procesos de soldadura Pulse y DPulse. |
| Ratio de DPulse | 10 ... 90 %, intervalo de 1 | Esto ajusta el porcentaje de tiempo del doble pulso, es decir, cuánto dura el doble pulso en el primer nivel de pulso. El segundo nivel de pulso se determina en relación con la configuración del primer nivel. |
| Frecuencia de DPulse | 0,4 ... 8,0 Hz, Auto, intervalo de 0,1 | Esto ajusta la frecuencia de doble pulso. El tiempo que transcurre desde el inicio del primer nivel hasta el final del segundo nivel. |
| Nivel 1 de DPulse: Velocidad de alimentación del alambre | 0.50 ... 25 m/min, intervalo de 0,05 o 0,1 | Velocidad de alimentación de alambre del primer nivel de doble pulso (y valores mínimos/máximos de la velocidad de alimentación de alambre). Cuando la velocidad de alimentación del alambre es menor a 5 m/min, el paso de ajuste es 0,05 y cuando la velocidad de alimentación del alambre es 5 m/min o más, el paso de ajuste es 0,1. |
| Nivel 1 de DPulse: Ajuste fino | -10 ... +10, intervalo de 1 | Ajuste fino del voltaje de soldadura. |
| Nivel 2 de DPulse: Velocidad de alimentación del alambre | 0.50 ... 25 m/min, intervalo de 0,05 o 0,1 | Velocidad de alimentación de alambre del segundo nivel de doble pulso. La velocidad de alimentación de alambre del nivel 2 de DPulse cambia automáticamente cuando se ajusta la configuración de velocidad de alimentación de alambre del nivel 1 de DPulse. Cuando la velocidad de alimentación del alambre es menor a 5 m/min, el paso de ajuste es 0,05 y cuando la velocidad de alimentación del alambre es 5 m/min o más, el paso de ajuste es 0,1. |
| Nivel 2 de DPulse: Ajuste fino | -10 ... +10, intervalo de 1 | Ajuste fino del voltaje de soldadura. |
Los parámetros enumerados aquí son específicos del proceso MAX Speed.
| Parámetro | Valor del parámetro | Descripción |
|---|---|---|
| Frecuencia de MAX Speed | 100 ... 800 Hz, Auto, intervalo de 10 | Configuración de frecuencia de MAX Speed. |
Los parámetros enumerados aquí son específicos del proceso de MAX Position.
| Parámetro | Valor del parámetro | Descripción |
|---|---|---|
| Frecuencia de MAX Position | -0.5 ... +0,5 Hz, intervalo de 0,1 Predeterminado = 0 |
Ajuste fino de frecuencia de MAX Position. |
| Corriente pulsada | -10 … 15 %, intervalo de 1 Predeterminado = 0 |
Configuración de la corriente pulsada de MAX Position. |
| Espesor de la placa | 3.0 ... 12.0 mm | Configuración del espesor de la placa de MAX Position. |
Para obtener más información sobre las características y funciones de soldadura adicionales, consulte Guía adicional para funciones y características.