Schweißparameter
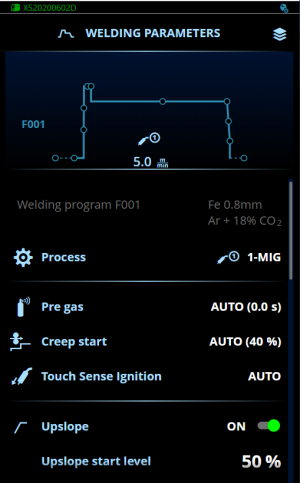
Die Ansicht Schweißparameter enthält eine Start- und Stoppkurve für das Visualisieren und Einstellen der wichtigsten Parameter für Schweißungen. Der untere Abschnitt der Ansicht listet die verfügbaren Einstellungen für den ausgewählten Schweißprozess auf. Die Auswahl des Schweißverfahrens basiert auf dem aktiven Speicherkanal und dessen Einstellungen.

|
Viele der Schweißparameter sind schweißprozessspezifisch und sind sichtbar und können entsprechend eingestellt werden. |
Einstellen von Schweißparametern
| 1. | Einen Schweißparameter zum Anpassen auswählen. |
>> Die Parameterliste lässt sich auch durch Auswählen einer Phase in der Start- und Stoppkurve navigieren.
| 2. | Den Schweißparameter anpassen. |
>> Je nach einzustellendem Parameter bietet die Tabelle Schweißparameter unten weitere Details.
| 3. | Den neuen Wert/Auswahl bestätigen und die Einstellungsansicht mit dem Befehl OK schließen. |
Schweißparameter und Funktionsbeschreibungen
Die hier aufgeführten Parameter stehen nur für das Anpassen im manuellen MIG-Verfahren zur Verfügung.
| Parameter | Parameterwert | Beschreibung |
|---|---|---|
| Verfahren | Manuelles MIG, 1-MIG, Pulse, DPulse, WiseRoot+, WiseThin+, MAX Cool, MAX Speed, MAX Position | Die Auswahl der MIG-Schweißverfahren hängt vom aktiven Schweißprogramm ab. Für weitere Informationen zu den zusätzlichen Verfahren, siehe Zusätzliche Hinweise zu Funktionen und Merkmalen. |
| Vorströmgas | 0,0 ... 9,9 s, Auto, Abstufung 0,1 0,0 = AUS Standard = Auto |
Schweißfunktion, die den Schutzgasstrom startet, bevor der Lichtbogen entzündet wird. Damit wird sichergestellt, dass das Metall zu Beginn der Schweißung nicht mit Luft in Berührung kommt. Der Zeitwert wird vom Anwender voreingestellt. Wird für alle Metalle verwendet, vor allem aber für Edelstahl, Aluminium und Titan. |
| Einschleichen | 10 ... 100 %, Auto, Abstufung 1 Standard = Auto |
Das Einschleichen definiert die Drahtvorschubgeschwindigkeit, bevor der Lichtbogen zündet, das heißt, bevor der Zusatzwerkstoff mit dem Werkstück in Kontakt kommt. Wenn der Lichtbogen zündet, wird die Drahtvorschubgeschwindigkeit automatisch auf die normale, vom Anwender eingestellte Geschwindigkeit umgeschaltet. Die Einschleichfunktion ist immer an. |
| Touch Sense Ignition | Auto/EIN/AUS Standard = Auto |
Die Touch Sense Ignition bietet ein Minimum an Schweißspritzern und stabilisiert den Lichtbogen unmittelbar nach der Zündung. Weitere Informationen finden Sie unter Touch Sense Ignition. |
| DV-Geschwindigkeit | 0.5 ... 25 m/min, Abstufung 0,05 oder 0,1 Standardeinstellung = 5,00 m/min |
Einstellung der Vorschubgeschwindigkeit. Wenn die Drahtvorschubgeschwindigkeit weniger als 5 m/min beträgt, beträgt die Abstufung 0,05; beträgt die Drahtvorschubgeschwindigkeit 5 m/min oder mehr, beträgt die Abstufung 0,1. |
| DV-Geschwindigkeitsgrenze min. | Min/Max = 0,5 bis 25 m/min, Abstufung 0,1 Standardeinstellung = 0,5 m/min |
Mindest- und Höchstgrenzen für die Einstellung der Drahtvorschubgeschwindigkeit. |
| DV-Geschwindigkeitsgrenze max. | Min/Max = 0,5 bis 25 m/min, Abstufung 0,1 Standardeinstellung = 25 m/min |
|
| Spannung | 400 A: 8 ... 45 V 500 A: 8 ... 50 V 0,1 V Abstufung |
Einstellen der Schweißspannung und der Unter- und Obergrenze für die Einstellung der Schweißspannung. |
| Dynamik | -10.0 ... + 10,0, Abstufung 0,2 Standardeinstellung = 0 |
Steuert das Kurzschlussverhalten des Lichtbogens. Je niedriger der Wert, desto weicher ist der Lichtbogen, je höher der Wert, desto rauer ist der Lichtbogen. |
| Schweißgeschwindigkeit des Roboters | 20...2000 mm/min, Abstufung 1 / Gesteuert durch Roboter Standard = Gesteuert durch Roboter |
Der Benutzer kann die Schweißgeschwindigkeit in einem Speicherkanal einstellen, der an den Roboter übertragen wird. Beachten Sie jedoch, dass: - Der Roboter muss über eine Funktion verfügen, die die Verwendung des vom Speicherkanal übertragenen Wertes ermöglicht. - Die Schweißgeschwindigkeit kann weiterhin direkt im Roboterprogramm eingestellt werden, wobei der Wert des Roboterprogramms den vom Speicherkanal übertragenen Wert übersteuert. |
| Kraterfüllung | EIN/AUS | Beim Schweißen mit hoher Leistung entsteht am Ende der Schweißnaht in der Regel ein Krater. Die Kraterfüllung verringert die Schweißleistung/Drahtvorschubgeschwindigkeit am Ende der Schweißaufgabe, so dass der Krater mit einem niedrigeren Stromwert gefüllt werden kann. Beim MIG-Verfahren werden Kraterfüllzeit, Drahtvorschubgeschwindigkeit und Spannung vom Anwender voreingestellt. Wenn die Drahtvorschubgeschwindigkeit weniger als 5 m/min beträgt, beträgt die Abstufung 0,05; beträgt die Drahtvorschubgeschwindigkeit 5 m/min oder mehr, beträgt die Abstufung 0,1. Für den 1-MIG-Prozess, siehe die 1-MIG-Parametertabelle. |
| - Kraterfüllzeit | 0,0 ... 10,0 s, Auto, Abstufung 0,1 Standardeinstellung = 1,0 s |
|
| - Kraterfüllung Vorschubgeschw. | 0,5 ... 25,0 m/min, Auto, Abstufung 0,05 oder 0,1 Standardeinstellung = 5 m/min |
|
| - Kraterfüllspannung | 400 A: 8 ... 45 V, Auto 500 A: 8 ... 50 V, Auto 0,1 V Abstufung Standardeinstellung = 18 V |
|
| Nachstrom | -30 ... +30 | Die Nachstromeinstellung wirkt sich auf die Drahtlänge am Schweißende aus, z.B. um zu verhindern, dass der Draht zu nahe am Schweißbad stoppt. Dies ermöglicht auch die optimale Drahtlänge für den Beginn der nächsten Schweißung. |
| Endstufe Drahtvorschub (Rückbrandkompensation) | AUS / EIN Standardeinstellung = AUS |
Die Funktion Rückbrandkompensation verhindert, dass der Zusatzwerkstoff beim Beenden der Schweißung an der Kontaktspitze hängen bleibt. |
| Nachströmgas | 0,0 ... 9,9 s, Auto, Abstufung 0,1 0.0 = AUS Standard = Auto |
Schweißfunktion, die den Schutzgasstrom nach dem Löschen des Lichtbogens fortsetzt. So wird sichergestellt, dass die heiße Schweißnaht nach dem Löschen des Lichtbogens nicht mit Luft in Berührung kommt. Auf diese Weise werden Schweißnaht und auch Elektrode geschützt. Verwendet für alle Metalle. Vor allem Edelstahl und Titan benötigen längere Nachströmgaszeiten. |
Die hier aufgeführten Parameter stehen für das Anpassen im 1-MIG-Verfahren zur Verfügung.
| Parameter | Parameterwert | Beschreibung |
|---|---|---|
| Schweißprogramm | Zeigt das verwendete Schweißprogramm an. In dieser Ansicht kann das Schweißprogramm nicht geändert werden. Für Informationen zum Ändern von Schweißprogrammen, siehe Anwendung von Schweißprogrammen. | |
| Verfahren |
MIG, 1-MIG, Pulse, DPulse, WiseRoot+, WiseThin+, MAX Cool, MAX Speed, MAX Position | Die Auswahl der MIG-Schweißverfahren hängt vom aktiven Schweißprogramm ab. Für weitere Informationen zu den zusätzlichen Verfahren, siehe Zusätzliche Hinweise zu Funktionen und Merkmalen. |
| Vorströmgas | 0,0 ... 9,9 s, Auto, Abstufung 0,1 0.0 = AUS Standard = Auto |
Schweißfunktion, die den Schutzgasstrom startet, bevor der Lichtbogen entzündet wird. Damit wird sichergestellt, dass das Metall zu Beginn der Schweißung nicht mit Luft in Berührung kommt. Der Zeitwert wird vom Anwender voreingestellt. Wird für alle Metalle verwendet, vor allem aber für Edelstahl, Aluminium und Titan. |
| Einschleichen | 10 ... 100 %, Auto, Abstufung 1 Standard = Auto |
Das Einschleichen definiert die Drahtvorschubgeschwindigkeit, bevor der Lichtbogen zündet, das heißt, bevor der Zusatzwerkstoff mit dem Werkstück in Kontakt kommt. Wenn der Lichtbogen zündet, wird die Drahtvorschubgeschwindigkeit automatisch auf die normale, vom Anwender eingestellte Geschwindigkeit umgeschaltet. Die Einschleichfunktion ist immer an. |
| Touch Sense Ignition | AUTO/EIN/AUS Standard = Auto |
Die Touch Sense Ignition bietet ein Minimum an Schweißspritzern und stabilisiert den Lichtbogen unmittelbar nach der Zündung. |
| Upslope | EIN/AUS Standardeinstellung = AUS |
Upslope ist eine Schweißfunktion, die die Zeit bestimmt, während der der Schweißstrom zu Beginn der Schweißung allmählich bis zum gewünschten Schweißstromniveau ansteigt. Startniveau und -zeit des Upslope werden vom Anwender voreingestellt. |
| - Startwert Stromanstiegszeit | 10 ... 100 %, Auto, Abstufung 1 Standardeinstellung = 50 |
|
| - Stromanstiegszeit | 0,1 ... 5 s, Auto, Abstufung 0,1 Standardeinstellung = 0.1 |
|
| Hotstart | EIN/AUS Standardeinstellung = AUS |
Schweißfunktion, die zu Beginn der Schweißung eine höhere oder niedrigere Drahtvorschubgeschwindigkeit und Schweißstrom verwendet. Nach der Hotstart-Phase wechselt der Strom auf das normale Schweißstromniveau. Das erleichtert den Start der Schweißnaht, vor allem bei Aluminiumwerkstoffen. Der Hotstart-Level und die Zeit sind vom Anwender einstellbar. Mit der Einstellung der Hotstart-Übergangszeit wird die Übergangszeit von der Hotstart-Phase zur normalen Schweißstromstärke festgelegt. Die Hotstart-Feineinstellung (Spannung) ist bei 1-MIG-, Puls-, DPulse-, WiseThin+- und MAX Speed-Verfahren einstellbar. |
| - Hotstart-Level | -50 ... +200 %, Auto, Abstufung 1 Standardeinstellung = 140 |
|
| - Hotstart-Feineinstellung | -10,0 ... + 10,0 %, Abstufung 0,1 % Standardeinstellung = 0 |
|
| - Hotstart-Zeit | 0,1 ... 9,9 s, Auto, Abstufung 0,1 Standardeinstellung = 1,2 s |
|
| - Hotstart-Übergangszeit | 0,0 ... 10,0 s, Abstufung 0,1 s Standardeinstellung = 0 |
|
| Wise-Funktion | Keine, WiseFusion, WisePenetration, WiseSteel | Bei Auswahl wird eine Liste der verfügbaren Wise-Funktionen zur Auswahl geöffnet. Weitere Informationen finden Sie unter Zusätzliche Hinweise zu Funktionen und Merkmalen. (Nicht verfügbar mit WiseRoot+, WiseThin+, MAX Cool, MAX Speed und MAX Position.) |
| DV-Geschwindigkeit | 0.5 ... 25 m/min, Abstufung 0,05 oder 0,1 Standardeinstellung = 5,00 m/min |
Einstellung der Vorschubgeschwindigkeit. Wenn die Drahtvorschubgeschwindigkeit weniger als 5 m/min beträgt, beträgt die Abstufung 0,05; beträgt die Drahtvorschubgeschwindigkeit 5 m/min oder mehr, beträgt die Abstufung 0,1. |
| DV-Geschwindigkeitsgrenze min. | Min/Max = 0,5 bis 25 m/min, Abstufung 0,1 Standardeinstellung = 0,5 m/min |
Mindest- und Höchstgrenzen für die Einstellung der Drahtvorschubgeschwindigkeit. |
| DV-Geschwindigkeitsgrenze max. | Min/Max = 0,5 bis 25 m/min, Abstufung 0,1 Standardeinstellung = 25 m/min |
|
| Stromstärke |
10 ... Maschinengröße A, Abstufung 1 Standardeinstellung = 50 A |
Schweißstromeinstellung. Nur mit WisePenetration. |
| Feineinstellung | Beispiel: -10,0 ... +10,0 V *, Abstufung 0,1 |
Feinabstimmung der Schweißspannung. * Der Spannungsbereich für die Feinabstimmung wird durch das aktive Schweißprogramm definiert. |
| Dynamik | -10.0 ... + 10,0, Abstufung 0,2 Standardeinstellung = 0 |
Steuert das Kurzschlussverhalten des Lichtbogens. Je niedriger der Wert, desto weicher ist der Lichtbogen, je höher der Wert, desto rauer ist der Lichtbogen. |
| Schweißgeschwindigkeit des Roboters | 20...2000 mm/min, Abstufung 1 / Gesteuert durch Roboter Standard = Gesteuert durch Roboter |
Der Benutzer kann die Schweißgeschwindigkeit in einem Speicherkanal einstellen, der an den Roboter übertragen wird. Beachten Sie jedoch, dass: - Der Roboter muss über eine Funktion verfügen, die die Verwendung des vom Speicherkanal übertragenen Wertes ermöglicht. - Die Schweißgeschwindigkeit kann weiterhin direkt im Roboterprogramm eingestellt werden, wobei der Wert des Roboterprogramms den vom Speicherkanal übertragenen Wert übersteuert. |
| Kraterfüllung | EIN/AUS | Beim Schweißen mit hoher Leistung entsteht am Ende der Schweißnaht in der Regel ein Krater. Die Kraterfüllung verringert die Schweißleistung/Drahtvorschubgeschwindigkeit am Ende der Schweißaufgabe, so dass der Krater mit einem niedrigeren Stromwert gefüllt werden kann. Die Kraterfüll-Feineinstellung (Spannung) ist bei 1-MIG-, Puls-, DPulse-, WiseThin+- und MAX Speed-Verfahren einstellbar. |
| - Kraterfüllung Startwert | 10 ... 150 %, Auto, Abstufung 1 Standardeinstellung = 100 |
|
| - Kraterfüll-Feineinstellung | -10,0 ... + 10,0 %, Abstufung 0,1 % Standardeinstellung = 0 |
|
| - Kraterfüllzeit | 0,1 ... 10,0 s, Auto, Abstufung 0,1 Standardeinstellung = 1,0 s |
|
| - Kraterfüllung Endwert | 10 ... 150 %, Auto, Abstufung 1 Standardeinstellung = 30 |
|
| - Kraterfüllung Endzeit | 0,1 ... 10,0 s, Abstufung 0,1 Standardeinstellung = 0,0 s |
|
| Nachstrom | -30 ... +30 | Die Nachstromeinstellung wirkt sich auf die Drahtlänge am Schweißende aus, z.B. um zu verhindern, dass der Draht zu nahe am Schweißbad stoppt. Dies ermöglicht auch die optimale Drahtlänge für den Beginn der nächsten Schweißung. |
| Endstufe Drahtvorschub (Rückbrandkompensation) | AUS / EIN Standardeinstellung = AUS |
Die Funktion Rückbrandkompensation verhindert, dass der Zusatzwerkstoff beim Beenden der Schweißung an der Kontaktspitze hängen bleibt. |
| Nachströmgas | 0,0 ... 9,9 s, Auto, Abstufung 0,1 0.0 = AUS Standard = Auto |
Schweißfunktion, die den Schutzgasstrom nach dem Löschen des Lichtbogens fortsetzt. So wird sichergestellt, dass die heiße Schweißnaht nach dem Löschen des Lichtbogens nicht mit Luft in Berührung kommt. Auf diese Weise werden Schweißnaht und auch Elektrode geschützt. Verwendet für alle Metalle. Vor allem Edelstahl und Titan benötigen längere Nachströmgaszeiten. |
Sofern eine X5-Pulsstromquelle angeschlossen ist, stehen die hier aufgeführten Parameter zusätzlich zu den Schweißparametern für MIG und 1-MIG zum Einstellen zur Verfügung. DPulse = Doppelpulsverfahren.
| Parameter | Parameterwert | Beschreibung |
|---|---|---|
| Pulsstrom | 10 ... + 15 %, Abstufung 1 | Die Pulsstrom-Feinabstimmung relativ zum Strom mit den Schweißverfahren Pulse und DPulse. |
| DPulse-Verhältnis | 10 ... 90 %, Abstufung 1 % | Dies stellt die Doppelpulsfrequenz und den Zeitprozentsatz ein, also wie lange der Doppelpuls auf der ersten Pulsstufe ist. Der zweite Pulspegel wird in Bezug auf die erste Stufeneinstellung bestimmt. |
| DPulse-Frequenz | 0,4 ... 8,0 Hz, Auto, Abstufung 0,1 | Damit wird die Doppelpulsfrequenz eingestellt. Dauer vom Beginn der 1. Stufe bis zum Ende der 2. Stufe |
| DPulse-Stufe 1: DV-Geschwindigkeit | 0.50 ... 25 m/min, Abstufung 0,05 oder 0,1 | Erste Drahtvorschubgeschwindigkeit für Doppelpulsstufe (und Minimum/Maximum für Drahtvorschubgeschwindigkeit). Wenn die Drahtvorschubgeschwindigkeit weniger als 5 m/min beträgt, beträgt die Abstufung 0,05; beträgt die Drahtvorschubgeschwindigkeit 5 m/min oder mehr, beträgt die Abstufung 0,1. |
| DPulse-Stufe 1: Feineinstellung | -10 ... + 10 %, Abstufung 1 % | Feinabstimmung der Schweißspannung. |
| DPulse-Stufe 2: DV-Geschwindigkeit | 0,50 ... 25 m/min, Abstufung 0,05 oder 0,1 | Zweite Drahtvorschubgeschwindigkeit für Doppelpulsstufe Die Drahtvorschubgeschwindigkeit DPulse Stufe 2 ändert sich automatisch, wenn die Einstellung der Drahtvorschubgeschwindigkeit DPulse Stufe 1 angepasst wird. Wenn die Drahtvorschubgeschwindigkeit weniger als 5 m/min beträgt, beträgt die Abstufung 0,05; beträgt die Drahtvorschubgeschwindigkeit 5 m/min oder mehr, beträgt die Abstufung 0,1. |
| DPulse-Stufe 2: Feineinstellung | -10 ... + 10 %, Abstufung 1 % | Feinabstimmung der Schweißspannung. |
Die hier aufgeführten Parameter sind prozessspezifisch für MAX-Speed
| Parameter | Parameterwert | Beschreibung |
|---|---|---|
| Frequenz MAX Speed | 100 ... 800 Hz, Auto, Abstufung 10 | Einstellung der Frequenz für MAX-Speed. |
Die hier aufgeführten Parameter sind prozessspezifisch für MAX Position
| Parameter | Parameterwert | Beschreibung |
|---|---|---|
| Frequenz MAX Position | -0,5 ... +0,5 Hz, Abstufung 0,1 Standardeinstellung = 0 |
Feinabstimmung der Frequenz von MAX Position. |
| Pulsstrom | -10 bis 15 %, Abstufung 1 Standardeinstellung = 0 |
Einstellung des Pulsstrom von MAX Position. |
| Blechdicke | 3,0 ... 12,0 mm | Blechdickeneinstellung MAX Position. |
Für weitere Angaben zu den zusätzlichen Schweißfunktionsmerkmalen, siehe Zusätzliche Hinweise zu Funktionen und Merkmalen.