Før- og eftergasstyring
Som standard bruger AX MIG Welder de for- og eftergastider, der er indstillet i hukommelseskanalerne. Robotten kan dog tilsidesætte disse værdier for at bruge længere gastider end de maksimale tider, der er tilgængelige i AX Manager.
De følgende afsnit beskriver de forskellige scenarier for før- og eftergasstyring.
Scenarie 1: For- og eftergas styret af hukommelseskanal
I scenarie 1 styrer en hukommelseskanal både før- og eftergastiden. Dette scenarie kræver en af følgende indstillinger:
| a. | Indstillingen 'Før- og eftergasstyring' er indstillet til 'Hukommelseskanal' (se Robotindstillinger) |
| b. | Indstillingen 'Før- og eftergasstyring' er indstillet til 'Robot', men 'GasBlow'-styringsbitten styres ikke af robotten under svejsecyklussen. |
Sekvensen af faser i svejsecyklussen er som følger:
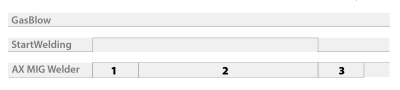
| 1. | Robotten indstiller 'StartWelding'-styringsbitten til tilstand 1: Forgasflowet styret af hukommelseskanalen starter. |
| 2. | Når forgastiden styret af hukommelseskanalen er gået, tændes lysbuen, og svejsningen starter. |
| 3. | Robotten indstiller 'StartWelding'-styringsbitten til tilstand 0: Svejsningen slutter, og eftergasflow styret af hukommelseskanal starter. |
| 4. | Når eftergastiden styret af hukommelseskanalen er udløbet, lukker gasventilen, og eftergasflowet slutter. |
Figur 1: For- og eftergas styret af hukommelseskanal
| Emne | Beskrivelse |
|---|---|
| 1 | Forgas styret af hukommelseskanal |
| 2 | Svejsning |
| 3 | Eftergas styret af hukommelseskanal |
Scenarie 2: Robotstyret for- og eftergas
I scenarie 2 styrer robotten både for- og eftergastiderne. Dette scenarie kræver følgende indstillinger:
| • | Indstillingen 'Før- og eftergasstyring' er indstillet til 'Robot' (se Robotindstillinger) |
| • | Robotten styrer 'GasBlow'-styringsbitten under svejsecyklussen. |
Sekvensen af faser i svejsecyklussen er som følger:
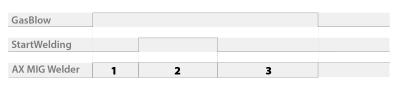
| 1. | Robotten indstiller 'GasBlow'-styringsbitten til tilstand 1: Gasventilen åbner, og den robotstyrede forgasflow starter. |
| 2. | Når den robotstyrede forgastid er gået, indstiller robotten 'StartWelding'-styringsbitten til tilstand 1: Lysbuen tændes, og svejsningen starter. |
| 3. | Robotten indstiller 'StartWelding'-styringsbitten til tilstand 0: Lysbuen slukkes, svejsningen slutter, og den robotstyrede eftergasflow starter. |
| 4. | Når den robotstyrede eftergastid er gået, indstiller robotten 'GasBlow'-styringsbitten til tilstand 0: Gasventilen lukker, og eftergasflowet slutter. |
Figur 2: Robotstyret for- og eftergas
| Emne | Beskrivelse |
|---|---|
| 1 | Robotstyret forgas |
| 2 | Svejsning |
| 3 | Robotstyret eftergas |
Scenarie 3: Robotstyret forgas og hukommelseskanalstyret eftergas
I scenarie 3 styrer robotten forgastiden, og en hukommelseskanal styrer eftergastiden.
Dette scenarie kræver, at indstillingen 'Før- og eftergasstyring' er indstillet til 'Robot' (se Robotindstillinger).
Sekvensen af faser i svejsecyklussen er som følger:
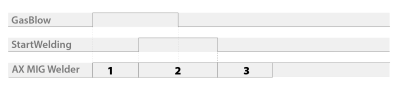
| 1. | Robotten indstiller 'GasBlow'-styringsbitten til tilstand 1: Gasventilen åbner, og den robotstyrede forgasflow starter. |
| 2. | Når den robotstyrede forgastid er gået, indstiller robotten 'StartWelding'-styringsbitten til tilstand 1: Lysbuen tændes, og svejsningen starter. |
| 3. | Under svejsning indstiller robotten 'GasBlow'-styringsbitten til tilstand 0 for at aktivere eftergas styret af hukommelseskanalen. |
| 4. | Robotten indstiller 'StartWelding'-styringsbitten til tilstand 0: Lysbuen slukkes, svejsningen slutter, og den hukommelseskanalstyrede eftergasflow starter. |
| 5. | Når eftergastiden styret af hukommelseskanalen er udløbet, lukker gasventilen, og eftergasflowet slutter. |
Figur 3: Robotstyret forgas og hukommelseskanalstyret eftergas
| Emne | Beskrivelse |
|---|---|
| 1 | Robotstyret forgas |
| 2 | Svejsning |
| 3 | Eftergas styret af hukommelseskanal |
Scenarie 4: Hukommelseskanalstyret forgas og robotstyret eftergas
I scenarie 4 styrer en hukommelseskanal forgastiden, og robotten styrer eftergastiden.
Dette scenarie kræver, at indstillingen 'Før- og eftergasstyring' er indstillet til 'Robot' (se Robotindstillinger).
Sekvensen af faser i en svejsecyklus er som følger:
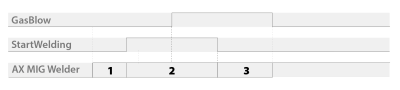
| 1. | Robotten indstiller 'StartWelding'-styringsbitten til tilstand 1: Gasventilen åbner, og forgasflow styret af hukommelseskanal starter. |
| 2. | Når forgastiden styret af hukommelseskanalen er gået, tændes lysbuen, og svejsningen starter. |
| 3. | Under svejsning indstiller robotten 'GasBlow'-styringsbitten til tilstand 1 for at aktivere robotstyret eftergas. |
| 4. | Robotten indstiller 'StartWelding'-styringsbitten til tilstand 0: Lysbuen slukkes, svejsningen slutter, og robotstyret eftergasflow starter og fortsætter, så længe 'GasBlow'-styringsbitten er i tilstand 1. |
| 5. | Når den robotstyrede eftergastid er gået, indstiller robotten 'GasBlow'-styringsbitten til tilstand 0: Gasventilen lukker, og eftergasflowet stopper. |
Figur 4: Hukommelseskanalstyret forgas og robotstyret eftergas
| Emne | Beskrivelse |
|---|---|
| 1 | Forgas styret af hukommelseskanal |
| 2 | Svejsning |
| 3 | Robotstyret eftergas |