X8 SuperSnake GT02XW Manual 1920890, rev. 1944
Druckeinstellung der Vorschubrolle
Stellen Sie den Druck der Vorschubrolle mit der Einstellrolle ein, die auf dem Druckarm montiert ist. Die aufgebrachte Last sollte ausreichend sein, um eine leichte, von Hand auf den Zusatzwerkstoff angewandte Bremskraft zu überwinden, wenn der Draht aus der Stromdüse des Schweißbrenners austritt.

|
Bei kleineren Durchmessern und weichen Zusatzwerkstoffen ist ein geringerer Anpressdruck erforderlich. Weitere Hinweise finden Sie in der Tabelle am Ende dieses Kapitels. |
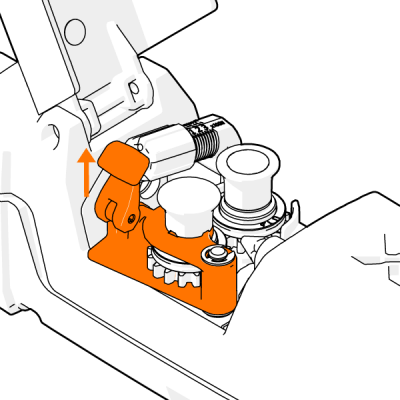
| 1. | Lassen Sie den Druckarm los, indem Sie ihn anheben. |
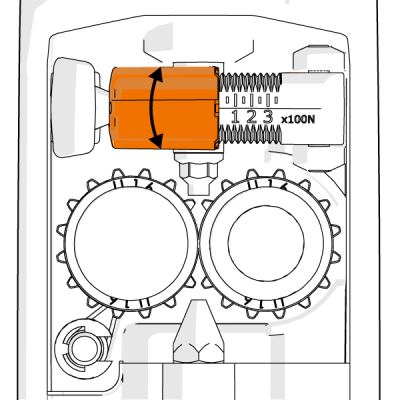
| 2. | Drehen Sie die Rolleneinstellung am Druckarm, um den Rollendruck einzustellen. Eine Skala neben der Einstellrolle zeigt die Druckbelastung in Newton (N) an. Den richtigen Druckwert entnehmen Sie bitte der Tabelle am Ende dieses Abschnitts. |
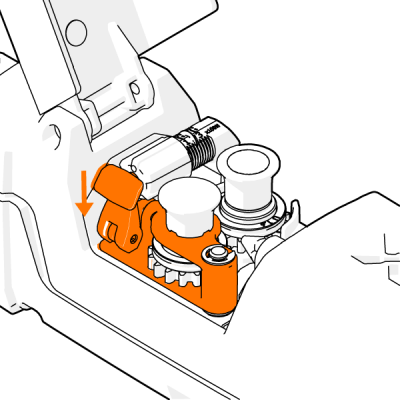
| 3. | Verriegeln Sie die Einstellung, indem Sie den Druckarm schließen. |

|
Zu hoher Druck flacht den Zusatzwerkstoff ab und kann beschichtete oder gefüllte Zusatzwerkstoffe beschädigen. Zu hoher Druck führt auch zu unnötigem Verschleiß der Vorschubrollen und erhöht die Getriebelast. |
|
|
Von einer Verwendung gerändelter Vorschubrollen im Drahtvorschub des X8 MIG Welder mit dem Zwischenvorschubgerät X8 SuperSnake GT02XW wird abgeraten. |
|
|
Sobald das Zwischenvorschubgerät X8 SuperSnake GT02XW in den Einstellungen des X8 Wire Feeder ausgewählt ist, wird der Draht automatisch dem System zugeführt, wenn auf dem Drahtvorschub der Drahtvorschubschalter gedrückt wird. |
| Zusatzwerkstofftypen | Profil der Vorschubrollen | Zusatzwerkstoffdurchmesser, ø mm | Einstellung (x100 N) | |
|---|---|---|---|---|
| Fe, Ss | V-Nut |

|
1,0 | 1,5-2,0 |
| ≥ 1,2 | 2,0-3,0 | |||
| Fc, Mc | V-Nut, gerändelt |
|
≥ 1,2 | 1,0-2,0 |
| 1,6 | 2,0-3,0 | |||
| Aluminium | U-Nut |
|
1,2 | 1,0-1,5 |
| 1,6 | 2,0-2,5 | |||