焊接系统使用准备
在开始使用焊机之前,接通焊机电源,准备冷却器并连接地线。
打开焊接系统电源。
要打开电源和送丝机,需将电源主开关转到打开 (I) 位置。电源打开后,指示灯面板中的电源指示 LED 将为绿色。
图:打开焊接系统电源:
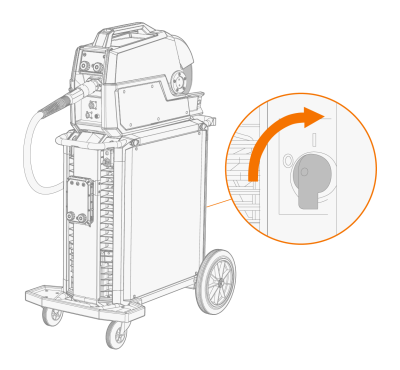
送丝机启动时会恢复至上次关闭时的同一运行状态。转动主开关以启动和停止焊机。切勿将电源插头用作开关。

|
如果长时间不使用焊机,需拔下电源插头,使其与电源断开。 |
切换到 Control Pad
要切换到 Control Pad,按住电源按钮几秒钟。
准备冷却器
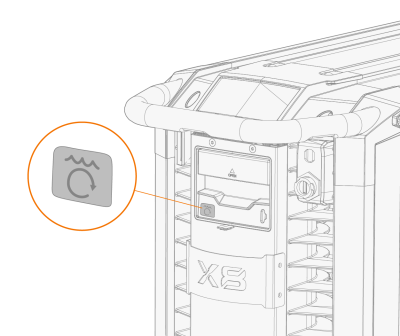
将肯倍冷却液注入冷却器中的冷却液容器。要进行焊接,必须将冷却液泵入系统。按下电源前面板上的冷却液循环按钮。它将激活电机,而电机会把冷却液泵入软管和焊枪。
按住冷却液循环按钮时,泵开始循环冷却液。如果您松开按钮,将继续自动注入。在自动注入期间再次按下冷却液循环按钮可中断注入,例如,可以在接头松动时这么做。如果按下按钮后 1 分钟内未注满,自动注入将停止,指示 LED 将交替闪烁绿色和红色。
指示灯面板还包括指示 LED,如果冷却液液位过低或者冷却液温度过高,将亮黄色。循环正常工作时,指示 LED 为绿色。
每次更换焊枪之后,都要按下冷却液循环按钮。
欲了解有关灌装冷却器的说明,请参见灌装冷却器。
连接地线

|
保持焊件与地线连接,以降低用户受伤或电气设备损坏的风险。 |
图:电源上的地线接头:
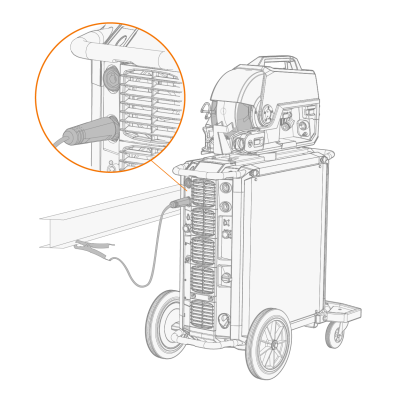
将地线夹连接到焊件。
确保与台面接触的表面没有金属氧化物和油漆,且夹子牢牢固定。
使用 20-40 % 的冷却液(如肯倍冷却液)灌装冷却器。
X8 MIG Welder 测量焊接电弧的电压以及中继线和焊枪的电压损耗。校准后,如果电压感应电缆未连接,电源将计算电弧电压。