启动和停止功能
Touch Sense Ignition
接触式起弧将飞溅减少到最小量,并能在引弧之后立即稳定电弧。
要使用 Control Pad 打开或关闭 Touch Sense Ignition,前往设置 > 开始和停止逻辑 > Touch Sense Ignition。
上坡
上坡增加电流功能会将焊接功率/送丝速度逐渐增加到所需水平。用户设置功能开/关,并设置上坡时间功率/送丝速度的初始值。

要调节上坡时间,在 Control Pad 中前往设置 > 开始和停止逻辑 > 上坡时间。选择开后,用于调节时间和等级的选项将显示在屏幕上。
热启动

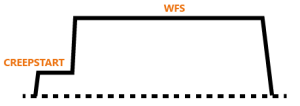
在使用热启动功能时,焊接将从与焊接作业剩余部分使用的值不同的参数值开始。热启动功能值在预定义的时间后将自动设置为正常焊接值。例如,在焊接厚材料时,可以使用该功能,因为这种情况下在启动时使用额外的功率(热能)有助于确保焊接的高质量。
使用 2T 触发器逻辑时,热启动将在预定义的时间段内持续。
图:2T 热启动
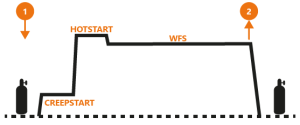
| 1. | 按下触发器。 |
| 2. | 松开触发器。 |
使用 4T 或 WP 开关 触发器逻辑时,热启动将在按下触发器后开始,持续到松开触发器时。
图:4T/WP Switch 热启动
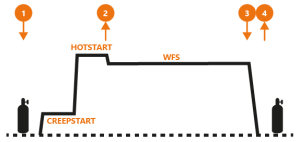
| 1. | 按下触发器。 |
| 2. | 松开触发器。 |
| 3. | 按下触发器。 |
| 4. | 松开触发器。 |
要调节热启动,在 Control Pad 中前往设置 > 开始和停止逻辑 > 热启动。选择开后,用于调节时间和等级的选项将显示在屏幕上。热启动的默认设置为关。
填弧坑
使用高功率焊接时,通常会在焊缝末端形成弧坑。填弧坑功能会在焊接作业结束时逐渐降低焊接功率/送丝速度,从而可以使用更低的功率等级填补弧坑。
使用 2T 触发器逻辑时,松开触发器会启动填弧坑序列。
图:2T 填弧坑
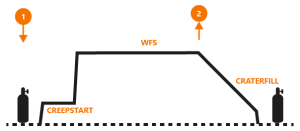
| 1. | 按下触发器。 |
| 2. | 松开触发器。 |
使用 4T 或 WP Switch 时,在焊接期间按下触发器(如果使用 WP Switch,按下超过 0.5 秒)会启动填弧坑序列。在松开触发器之前,系统将保持在填弧坑修整等级。松开触发器会立即完成填弧坑序列。
图:4T/WP Switch 填弧坑
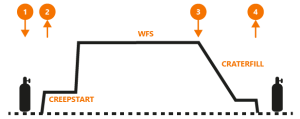
| 1. | 按下触发器。 |
| 2. | 松开触发器。 |
| 3. | 按下触发器。 |
| 4. | 松开触发器。 |
要调节填弧坑参数,在 Control Pad 中前往设置 > 开始和停止逻辑 > 填弧坑。选择开后,用于调节时间、开始等级和结束等级的选项将显示在屏幕上。
| • | 时间:对于 4T/WP开关来说,这定义了从开始等级移动到修整等级的持续时间。 |
| • | 开始等级:启动填弧坑的等级。 |
| • | 停止等级:完成填弧坑的等级。 |
使用 4T Timer 时,按下触发器(如果使用 WP 开关,按下超过 0.5 秒)会启动填弧坑序列,并且序列至少要持续为 4T Timer 定义的时长,即使在该时间结束之前松开触发器也将如此。
预先送气
预先送气功能可确保工件在起弧时就已受保护气的保护,这样熔化的金属就不会接触到空气。这对于需要良好气体保护的材料(如不锈钢、铝和钛)来说至关重要。
使用 2T 触发器逻辑时,预先送气将在定义的时间段内持续。使用 4T 或 WP Switch 触发器逻辑时,预先送气将持续到松开触发器时。
要调节预先送气时间,在 Control Pad 中前往设置 > 开始和停止逻辑 > 预先送气时间。
滞后送气
滞后送气功能可确保工件在电弧熄灭后依然受到保护气的保护,这样熔化的金属就不会接触到空气。工件在充分冷却之前将一直受保护气的保护。这对于需要良好气体保护的材料(如不锈钢和钛)来说尤为有用。
使用 2T 触发器逻辑时,滞后送气将在预定义的时间段内持续。使用 4T 或 WP 调节开关触发器逻辑时,滞后送气将持续到松开触发器时;不过至少会持续到预定义的时间结束后。
要调节滞后送气功能,前往设置 > 开始和停止 > 滞后送气。选择设置时间 > 滞后送气时间以定义滞后送气持续的时长,或者选择设置为默认值以选择预设时间。
慢送丝

慢送丝功能定义了焊接电弧点燃之前(即在填充焊丝接触工件之前)的送丝速度。起弧之后,送丝速度将自动切换到正常的用户设定速度。慢送丝功能始终是打开的。
要调节慢送丝等级,在 Control Pad 中前往设置 > 开始和停止逻辑 > 慢送丝等级。调节范围是 10%...90%。
图:慢送丝
送丝结束时的送丝动作
在电弧熄灭后,送丝机会立即送入额外的几毫米填充焊丝,这样焊丝便不会粘到导电嘴上。
要打开或关闭送丝结束时的送丝动作,在 Control Pad 中前往设置 > 开始和停止逻辑 > 送丝结束时的送丝动作。