X8 MIG 焊机中的标准 MIG 焊接工艺
本章介绍的工艺在选择 MIG 模式时可以使用。欲了解更多有关选择 MIG 模式的信息,请参见 选择焊接程序。
将特定工艺投入使用的最简单方法就是选择一个含有使用该工艺的焊接程序的储存通道。欲了解更多详细内容,请参见 Control Pad 视图:通道。
设置 > 参数中的可调节焊接参数列表会随所选焊接程序而改变。
MIG

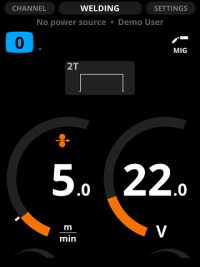
MIG 是传统的双旋钮 MIG/MAG 焊接工艺,可以独立调节送丝速度和电压。MIG 不支持 Wise 功能。
要调节送丝速度,在 Control Pad 的焊接视图中,转动左侧旋钮。
要调节电压,在 Control Pad 的焊接视图中,转动右侧旋钮。
图:MIG 焊接视图
使用 MIG 时,您可以通过设置 > 参数调节以下焊接参数:
| • | 送丝速度 |
>>最小:调节送丝速度的最小设定值
>>最大:调节送丝速度的最大设定值
| • | 电压:调节电压(弧长)。 |
| • | 动态值:-10...+10。调节短路行为。在减号一侧,电弧更软(飞溅少)。在加号一侧,电弧更硬(电弧更稳定)。 |
| • | 启动功率:-30...+30。调节引弧功率等级。 |
1-MIG

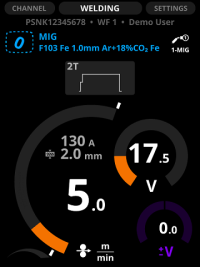
1-MIG 是一种一元化 MIG/MAG 焊接工艺:调节送丝速度时,电源会相应地调节电压。该工艺适合所有材料、保护气和焊接位置。1-MIG 支持 WiseSteel、WisePenetration+ 和 WiseFusion 功能,以及多种经过优化的焊接程序。
要在焊接时调节焊接功率/送丝速度,在 Control Pad 的焊接视图中,转动左侧旋钮。
要在焊接时微调电压,在 Control Pad 的焊接视图中,转动右侧旋钮。
图:1-MIG 焊接视图
使用 1-MIG 时,您可以通过设置 > 参数调节以下焊接参数:
| • | 送丝速度 |
>>最小:调节送丝速度的最小设定值
>>最大:调节送丝速度的最大设定值
| • | 微调:调节电压(弧长)。 |
| • | 动态值:-10...+10。调节短路行为。在减号一侧,电弧更软(飞溅少)。在加号一侧,电弧更硬(电弧更稳定)。 |
| • | 启动功率:-30...+30。调节引弧功率等级。 |
| • | 启动电平:-30...+30。微调引弧弧长。 |
| • | 停止功率:-30...+30。调节电弧停止功率等级。 |
脉冲

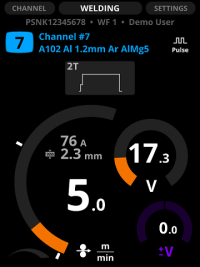
脉冲是一种一元化熔化极气体保护焊工艺,电流在基值电流和脉冲电流之间脉冲。脉冲的优势是比短弧焊接的焊接速度和熔敷率更高、比射流电弧焊的热输入更低、无飞溅的球形电弧和平滑的焊缝外观。脉冲适用于各种位置的焊接。在焊接铝和不锈钢时效果非常好,特别是当材料厚度较小时。
脉冲支持 WisePenetration+ 和 WiseFusion 功能,以及多种经过优化的焊接程序。
要在焊接时调节焊接功率/送丝速度,在 Control Pad 的焊接视图中,转动左侧旋钮。
要在焊接时微调电压,在 Control Pad 的焊接视图中,转动右侧旋钮。
图:脉冲焊接视图
在设置送丝速度时,电源会相应地调节电压和其他参数(例如基值电流、脉冲电流和频率)。此外,您可以通过设置 > 参数调节以下参数:
| • | 送丝速度 |
>>最小:调节送丝速度的最小设定值
>>最大:调节送丝速度的最大设定值
| • | 微调:调节电压(弧长)。 |
| • | 脉冲电流 %:调节脉冲峰值电流。用于控制熔滴分离。 |
| • | 动态值:调节短路特性。在减号一侧,电弧更软(飞溅少)。在加号一侧,电弧更硬(电弧更稳定)。 |
| • | 启动功率:-30...+30。调节引弧功率等级。 |
| • | 启动电平:-30...+30。微调引弧弧长。 |
| • | 停止功率:-30...+30。调节电弧停止功率等级。 |
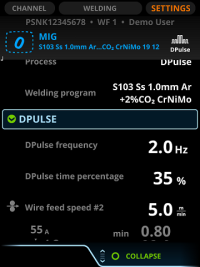
DPulse

双脉冲是一种有两个独立功率等级的脉冲焊接工艺。焊接功率在这两个等级之间变化,每个等级的参数是独立控制的。在焊接视图中,按下左边的 Control Pad 按钮可在等级 1 和等级 2 之间切换。无功功率等级在送丝速度图上显示有一条灰线。
图:双脉冲焊接视图
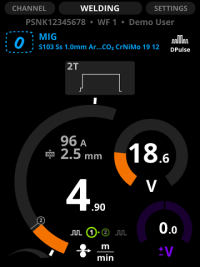
要在焊接时调节焊接功率/送丝速度,在 Control Pad 的焊接视图中,转动左侧旋钮。
要在焊接时微调电压,在 Control Pad 的焊接视图中,转动右侧旋钮。
使用双脉冲时,您可以通过设置 > 参数调节以下参数:
| • | 送丝速度:调节等级 1 的送丝速度。 |
>>最小:调节送丝速度的最小设定值
>>最大:调节送丝速度的最大设定值
| • | 微调:调节电压(弧长)。 |
| • | 动态值:调节短路特性。在减号一侧,电弧更软(飞溅少)。在加号一侧,电弧更硬(电弧更稳定)。 |
| • | 脉冲电流 %:-10...+15。调节脉冲峰值电流。用于控制熔滴分离。 |
| • | 启动功率:-30...+30。调节引弧功率等级。 |
| • | 启动电平:-30...+30。微调引弧弧长。 |
| • | 停止功率:-30...+30。调节电弧停止功率等级。 |
您可以通过设置 > 双脉冲调节以下参数:
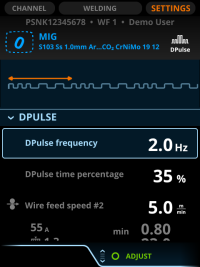
| • | 双脉冲频率:功率在不同等级之间波动的频率。 |
| • | 双脉冲时间百分比:功率等级在送丝速度等级 1 上的相对时间。 |
| • | 送丝速度 2:调节等级 2 的送丝速度。 |
>>最小:调节送丝速度的最小设定值
>>最大:调节送丝速度的最大设定值
| • | 微调 2:等级 2 的微调电压 |
双脉冲支持 WiseFusion 功能和多种经过优化的焊接程序。