X8 MIG Welder Manual 1902370, rev.2324
更换送丝轮
如果焊丝材料和直径发生变化,需更换送丝轮。
请按以下步骤操作:

|
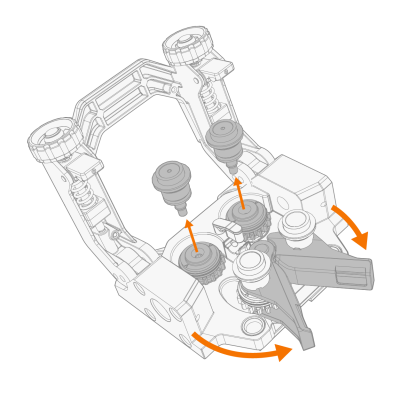
安装销不同:驱动轮的安装销顶部有圆形标记,而压轮的安装销上没有标记。压轮的安装销上连接了中轴,因此驱动轮和压轮的安装销不会彼此混淆。 |
| Fe, Ss (Al, Mc, Fc) |
V 型槽
 |
0.6 |
|
W001045 |
W001046 |
| 0.8−0.9 |
|
W001047 |
W001048 |
| 1.0 |
|
W000675 |
W000676 |
| 1.2 |
|
W000960 |
W000961 |
| 1.4 |
|
W001049 |
W001050 |
| 1.6 |
|
W001051 |
W001052 |
| 2.0 |
|
W001053 |
W001054 |
| 2.4 |
|
W001055 |
W001056 |
| Fc, Mc (Fe) |
V 型槽,带滚花
 |
1.0 |
|
W001057 |
W001058 |
| 1.2 |
|
W001059 |
W001060 |
| 1.4−1.6 |
|
W001061 |
W001062 |
| 2.0 |
|
W001063 |
W001064 |
| 2.4 |
|
W001065 |
W001066 |
| Al (Fc, Mc, Ss, Fe) |
U 型槽
 |
1.0 |
|
W001067 |
W001068 |
| 1.2 |
|
W001069 |
W001070 |
| 1.6 |
|
W001071 |
W001072 |
| Fe, Ss (Al, Mc, Fc) |
V 型槽
|
0.8−0.9 |
参见轮上的文本 |
W006074 |
W006075 |
| 1.0 |
W006076 |
W006077 |
| 1.2 |
W004754 |
W004753 |
| 1.4 |
W006078 |
W006079 |
| Fc, Mc (Fe) |
V 型槽,带滚花
|
1.0 |
W006080 |
W006081 |
| 1.2 |
W006082 |
W006083 |
| 1.4−1.6 |
W006084 |
W006085 |
| 2.0 |
W006086 |
W006087 |
| Al (Fc, Mc, Ss, Fe) |
U 型槽
|
1.0 |
W006088 |
W006089 |
| 1.2 |
W006090 |
W006091 |
| 1.6 |
W006092 |
W006093 |
|
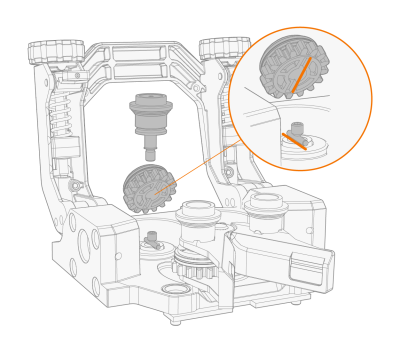
5.
|
将送丝轮放回原位。将驱动轮底部的切口与驱动轴上的销钉对齐。 |
|
6.
|
重新连接安装销,将驱动轮和压轮锁定到位。将压轮安装销底部的一个切口与底座上的螺栓对齐。 |