更换焊丝盘

|
在安装焊丝盘之前,先将焊枪安装到送丝机。 |

|
如果您将填充焊丝更换为其他直径或材料,请相应地更换送丝轮。 |
请按以下步骤操作:
拆除焊丝盘:
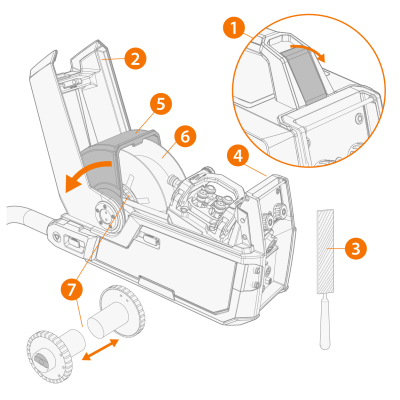
| 1. | 打开顶盖插销。 |
| 2. | 向上抬起顶盖。 |
| 3. | 切除并修整填充焊丝的尖端。 |
|
|
如果不修整的话,填充焊丝锋利的尖头可能会损坏送丝导管。 |
| 4. | 按下焊丝缩回以将剩余填充焊丝从焊枪中抽出来。 |

| 5. | 将焊丝盘锁定盖板推到一旁。 |
| 6. | 从送丝机上提起焊丝盘。 |
| 7. | 松开并拉动焊丝盘制动器,使其分离。 |
安装新焊丝盘:
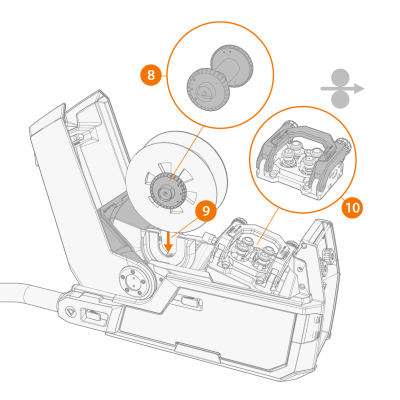
| 8. | 将焊丝盘制动器的两半在焊丝盘内部推到一起,使其安装到新焊丝盘上。必要时拧紧。 |
|
|
焊丝盘制动器配备有可选的焊丝张紧功能,该功能可使焊丝在重复短暂的焊接中保持稳定,并带有焊丝盘卷轴。要使焊丝张紧,将焊丝盘制动器中心与焊丝盘卷轴相连,使张紧旋钮位于正面的右侧。 |
| 9. | 将焊丝盘降至其托座处。 |
|
|
确保焊丝盘面朝正确方向,填充焊丝从焊丝盘顶部送至送丝轮。 |
| 10. | 提起压柄,使其脱离送丝轮。 |
装入焊丝:
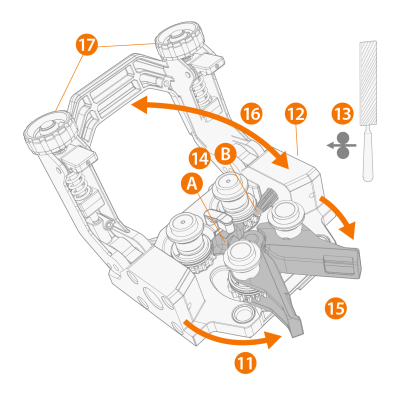
| 11. | 松开压力臂以将送丝轮分开。这会在送丝轮之间打开一个空隙。 |
| 12. | 从焊丝盘上松开焊丝末端,切除变形部分,使末端变直。 |
|
|
确保松开时焊丝不会从焊丝盘侧边散出。 |
| 13. | 修整焊丝头使其变得平滑。 |
|
|
焊丝头的锋利边缘可能会损坏送丝导管。 |
| 14. | 将焊丝从进口管 (A) 和中间的送丝导管 (B) 引导至出口,这会把焊丝送入焊枪。用手把焊丝推到焊枪内,使焊丝到达送丝导管(大约 20 厘米)。 |
| 15. | 关闭压力臂,使焊丝锁定在送丝轮之间。确认焊丝位于送丝轮槽内。 |
| 16. | 将压柄降至送丝轮上。 |
| 17. | 使用压力调节轮调节送丝轮的压力。一对送丝轮的压力应相等。 |
压柄上的刻度尺表示施加到送丝轮上的压力。根据下表调节送丝轮的压力。
| 焊丝材料 | 送丝轮轮廓 | 焊丝直径 (mm) | 调节 (x100N) |
|---|---|---|---|
| 实心铁/不锈钢 | V 型槽 |
0.8−1.0 | 1.5−2.0 |
| ≥ 1.2 | 2.0−2.5 | ||
| 金属和药芯 | V 型槽,带滚花 |
≥ 1.2 | 1.0−2.0 |
| 自保护 | V 型槽,带滚花 |
≥ 1.6 | 2.0−3.0 |
| 铝 | U 型槽 |
1.0 | 0.5−1.0 |
| 1.2 | 1.0−1.5 | ||
| 1.4 | 1.5−2.0 | ||
| ≥ 1.6 | 2.0−2.5 |
|
|
压力过大会压平焊丝,并损坏焊丝镀层或药芯。压力过大还会导致不必要的送丝轮磨损和增加变速箱负荷。 |
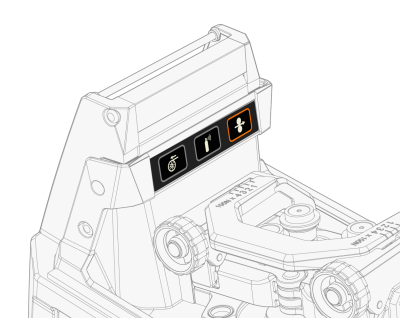
| 18. | 按下点动送丝将焊丝推到焊枪的导电嘴处。要加快送丝速度,转动控制面板上的左控制旋钮。 |
|
|
控制面板显示了焊丝移动的距离。 |

完成安装:
| 19. | 选择保护气并将气瓶连接到送丝机。 |
| 20. | 按下气体检测以将之前的保护气从系统中冲掉。 |

|
|
您还可以使用此按钮测试气体是否正确在系统中流通。 |
| 21. | 关闭顶盖。 |