Procédés de soudage MIG standard avec le X8 MIG Welder
Les procédés décrits dans ce chapitre sont disponibles après sélection du mode MIG. Pour plus d'informations sur la sélection du mode MIG, voir Sélection d'un programme de soudage.
La meilleure façon de mettre en œuvre un certain procédé consiste à sélectionner un canal mémoire ayant un programme de soudage qui utilise ce procédé. Pour plus d’informations, voir Fenêtres du Control Pad : Mémoire.
La liste des paramètres de soudage ajustables dans Paramètres > Paramètres varie selon le programme de soudage sélectionné.
MIG

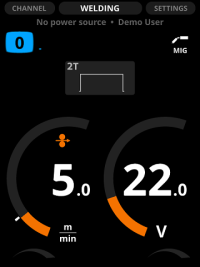
Le procédé MIG est un procédé classique de soudage MIG/MAG à 2 boutons qui permet de régler indépendamment la vitesse d'alimentation en fil et la tension. Le procédé MIG ne prend pas en charge les caractéristiques Wise.
Pour régler la vitesse de dévidage du fil, dans la fenêtre Soudage du Control Pad, tournez le bouton rotatif de gauche.
Pour ajuster la tension, dans la fenêtre Soudage du Control Pad, tournez le bouton de droite.
Illustration : fenêtre de soudage MIG
En mode MIG, les paramètres suivants peuvent être ajustés dans Paramètres > Paramètres :
| • | Vitesse dévidoir |
>> min : réglage de la valeur de consigne minimale pour la vitesse d'alimentation en fil
>> max : réglage de la valeur de consigne maximale pour la vitesse d'alimentation en fil
| • | Tension : réglage de la tension (longueur d'arc). |
| • | Dynamique : -10 à +10. Réglage du comportement en court-circuit de l'arc. Un réglage côté négatif réduit la température de l'arc, qui est plus doux (moins de projections). Un réglage côté positif augmente la température (l'arc est plus stable). |
| • | PuissanceDemarrage : -30 à +30. Permet de régler le niveau de puissance d'amorçage de l'arc. |
1-MIG

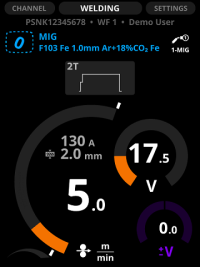
Le procédé de soudage MIG/MAG 1-MIG étant synergique, lors du réglage de la vitesse d'alimentation en fil, le poste à souder ajuste la tension en conséquence. Ce procédé est adapté à tous les matériaux, tous les gaz de protection et toutes les positions de soudage. Le procédé 1-MIG prend en charge les fonctionnalités WiseSteel, WisePenetration+ et WiseFusion, ainsi que divers programmes de soudage optimisés.
Pour régler le courant de soudage ou la vitesse d'alimentation en fil pendant le soudage, dans la fenêtre Soudage du Control Pad, tournez le bouton rotatif de gauche.
Pour ajuster finement la tension pendant le soudage, dans la fenêtre Soudage du Control Pad, tournez le bouton de droite.
Illustration : fenêtre de soudage 1-MIG
En mode 1-MIG, les paramètres suivants peuvent être ajustés dans Paramètres > Paramètres :
| • | Vitesse dévidoir |
>> min : réglage de la valeur de consigne minimale pour la vitesse d'alimentation en fil
>> max : réglage de la valeur de consigne maximale pour la vitesse d'alimentation en fil
| • | Réglage fin : réglage de la tension (longueur d'arc). |
| • | Dynamique : -10 à +10. Réglage du comportement en court-circuit de l'arc. Un réglage côté négatif réduit la température de l'arc, qui est plus doux (moins de projections). Un réglage côté positif augmente la température (l'arc est plus stable). |
| • | PuissanceDemarrage : -30 à +30. Permet de régler le niveau de puissance d'amorçage de l'arc. |
| • | NiveauDemarrage : -30 à +30. Permet le réglage fin de la longueur de l'arc pour l'amorçage. |
| • | PuissanceArrêt : -30 à +30. Permet de régler le niveau de puissance à l'arrêt de l'arc. |
Pulsé

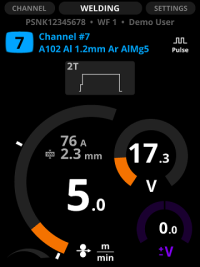
Dans le procédé de soudage synergique MIG/MAG pulsé, le courant est pulsé entre le courant de base et le courant d'impulsion. Les avantages de ce procédé sont une vitesse de soudage et de dépôt nettement plus élevée qu'avec l'arc court, un apport de chaleur inférieur à celui de l’arc de pulvérisation, un arc globulaire sans projections et une soudure d'aspect lisse. Le MIG pulsé convient à toutes les positions de soudage. Il est excellent pour souder l'aluminium et l'acier inoxydable, en particulier lorsque le matériau est de faible épaisseur.
Le MIG pulsé prend en charge les fonctionnalités WisePenetration+ et WiseFusion, ainsi que divers programmes de soudage optimisés.
Pour régler le courant de soudage ou la vitesse d'alimentation en fil pendant le soudage, dans la fenêtre Soudage du Control Pad, tournez le bouton rotatif de gauche.
Pour ajuster finement la tension pendant le soudage, dans la fenêtre Soudage du Control Pad, tournez le bouton de droite.
Illustration : fenêtre de soudage pulsé
Lors du réglage de la vitesse d'alimentation en fil, le poste à souder ajuste la tension et d'autres paramètres en conséquence (par exemple courant de base, courant d'impulsion et fréquence). De plus, les paramètres suivants peuvent être ajustés dans Paramètres > Paramètres :
| • | Vitesse dévidoir |
>> min : réglage de la valeur de consigne minimale pour la vitesse d'alimentation en fil
>> max : réglage de la valeur de consigne maximale pour la vitesse d'alimentation en fil
| • | Réglage fin : réglage de la tension (longueur d'arc). |
| • | % courant pulsé : réglage du courant de crête de l'impulsion. Cela permet de contrôler le détachement des gouttelettes. |
| • | Dynamique : réglage du comportement en court-circuit de l'arc. Un réglage côté négatif réduit la température de l'arc, qui est plus doux (moins de projections). Un réglage côté positif augmente la température (l'arc est plus stable). |
| • | PuissanceDemarrage : -30 à +30. Permet de régler le niveau de puissance d'amorçage de l'arc. |
| • | NiveauDemarrage : -30 à +30. Permet le réglage fin de la longueur de l'arc pour l'amorçage. |
| • | PuissanceArrêt : -30 à +30. Permet de régler le niveau de puissance à l'arrêt de l'arc. |
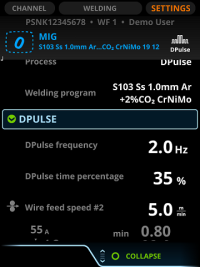
DPulse

Le pulsé double est un procédé de soudage par impulsions avec deux niveaux de puissance distincts. Le courant de soudage varie entre ces deux niveaux, et les paramètres de chaque niveau sont contrôlés séparément. Pour paramétrer alternativement le niveau 1 ou le niveau 2, dans la fenêtre Soudage, appuyez sur le bouton de gauche du Control Pad. Le niveau de puissance inactif est représenté par une ligne grise sur le diagramme de la vitesse d'alimentation en fil.
Illustration : fenêtre de soudage pulsé double
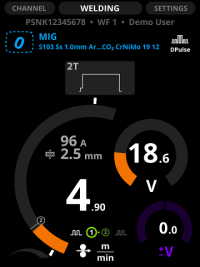
Pour régler le courant de soudage ou la vitesse d'alimentation en fil pendant le soudage, dans la fenêtre Soudage du Control Pad, tournez le bouton rotatif de gauche.
Pour ajuster finement la tension pendant le soudage, dans la fenêtre Soudage du Control Pad, tournez le bouton de droite.
Pour le soudage pulsé double, les paramètres suivants peuvent être ajustés dans Paramètres > Paramètres :
| • | Vitesse dévidoir : ajuste la vitesse d'alimentation en fil pour le niveau 1. |
>> min : réglage de la valeur de consigne minimale pour la vitesse d'alimentation en fil
>> max : réglage de la valeur de consigne maximale pour la vitesse d'alimentation en fil
| • | Réglage fin : réglage de la tension (longueur d'arc). |
| • | Dynamique : réglage du comportement en court-circuit de l'arc. Un réglage côté négatif réduit la température de l'arc, qui est plus doux (moins de projections). Un réglage côté positif augmente la température (l'arc est plus stable). |
| • | % courant pulsé : -10 à +15. Ajuste le courant de crête de l'impulsion. Cela permet de contrôler le détachement des gouttelettes. |
| • | PuissanceDemarrage : -30 à +30. Permet de régler le niveau de puissance d'amorçage de l'arc. |
| • | NiveauDemarrage : -30 à +30. Permet le réglage fin de la longueur de l'arc pour l'amorçage. |
| • | PuissanceArrêt : -30 à +30. Permet de régler le niveau de puissance à l'arrêt de l'arc. |
Les paramètres suivants peuvent être ajustés dans Paramètres > Pulsé double :
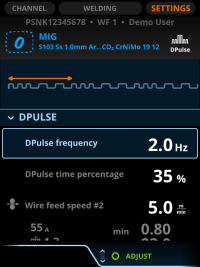
| • | Fréquence pulsé double : fréquence à laquelle la puissance fluctue entre les deux niveaux. |
| • | Pourcentage de temps pulsé double : temps relatif du niveau de puissance au niveau 1 de la vitesse d'alimentation en fil. |
| • | Vitesse dévidoir 2 : ajuste la vitesse d'alimentation en fil pour le niveau 2. |
>> min : réglage de la valeur de consigne minimale pour la vitesse d'alimentation en fil
>> max : réglage de la valeur de consigne maximale pour la vitesse d'alimentation en fil
| • | Réglage fin n° 2 : réglage fin de la tension pour le niveau 2 |
Le procédé pulsé double prend en charge la fonctionnalité WiseFusion et divers programmes de soudage optimisés.