Funciones de inicio y detención
Touch Sense Ignition (sensor táctil de encendido)
Touch Sense Ignition (Encendido sensor táctil) arroja una salpicadura mínima y estabiliza el arco inmediatamente después de la ignición.
Para encender o apagar el Touch Sense Ignition (sensor táctil de encendido) con Control Pad, diríjase a Configuración > Iniciar y detener lógica > Touch Sense Ignition (Encendido sensor táctil).
Rampa de subida de corriente (ascenso)
La función de Ascenso incrementa gradualmente la potencia de soldadura/la velocidad de alimentación del alambre hasta el nivel deseado. El usuario enciende/apaga la función y establece el valor inicial de la potencia de Ascenso/la velocidad de alimentación del alambre.

Para ajustar la rampa de subida de corriente (ascenso), con Control Pad, diríjase a Configuración > Iniciar y detener lógica > Ascenso. Cuando selecciona ON, aparecen en el visor las opciones para ajustar el Tiempo y el Nivel.
Hot start (Partida en caliente)

Cuando esté usando la función de Partida en Caliente, la soldadura comienza con valores de parámetro distintos a los valores empleados para el resto del trabajo de soldadura. Los valores de la función de Partida en Caliente se adaptan automáticamente a los valores de soldadura normales tras un periodo de tiempo predeterminado. Esta función puede usarse, por ejemplo, al soldar materiales gruesos, cuando el uso de potencia adicional (calor) al principio contribuye a asegurar la alta calidad de la soldadura.
Cuando se emplea la lógica del disparador 2T, la Partida en Caliente se desarrolla durante el periodo de tiempo preestablecido.
Figura: Hot Start 2T
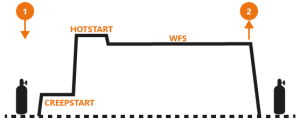
| 1. | El disparador está pulsado. |
| 2. | El disparador se ha soltado. |
Cuando se emplea la lógica del disparador de 4T o WP Switch, la Partida en Caliente comienza con el disparador pulsado y dura hasta que se suelta.
Figura: Hot start 4T/WP Switch
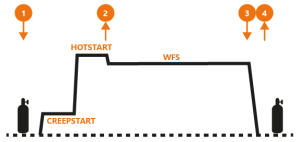
| 1. | El disparador está pulsado. |
| 2. | El disparador se ha soltado. |
| 3. | El disparador está pulsado. |
| 4. | El disparador se ha soltado. |
Para ajustar la Partida en Caliente, con Control Pad, diríjase a Configuración > Iniciar y detener lógica > Partida en Caliente. Cuando selecciona ON, aparecen en el visor las opciones para ajustar el Tiempo y el Nivel. La configuración predeterminada de la Partida en Caliente es OFF.
Relleno de cráteres
Al soldar con una potencia elevada, normalmente se forma un cráter al final de la soldadura. La función de Relleno de Cráteres disminuye gradualmente la potencia de soldadura/la velocidad de alimentación del alambre al final del trabajo de soldadura, de manera que el cráter puede rellenarse empleando un nivel de potencia inferior.
Cuando se emplea la lógica del disparador 2T, al soltar el disparador, se desencadena la secuencia del Relleno de Cráteres.
Figura: relleno de Cráteres 2T
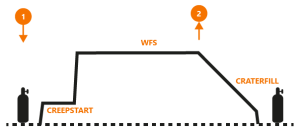
| 1. | El disparador está pulsado. |
| 2. | El disparador se ha soltado. |
Cuando se está empleando el 4T o WP Switch, pulsar el disparador durante la soldadura (en el caso del WP Switch, pulsado > 0,5 s) desencadena la secuencia del Relleno de Cráteres. El sistema permanece en el nivel de acabado del Relleno de Cráteres hasta que se suelta el disparador. Soltar inmediatamente el disparador finaliza la secuencia del Relleno de Cráteres.
Figura: Relleno de cráteres 4T/WP Switch
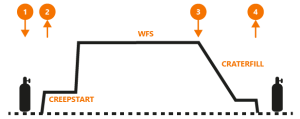
| 1. | El disparador está pulsado. |
| 2. | El disparador se ha soltado. |
| 3. | El disparador está pulsado. |
| 4. | El disparador se ha soltado. |
Para ajustar los parámetros del Relleno de Cráteres, con Control Pad, diríjase a Configuración > Iniciar y detener lógica > Relleno de cráteres. Cuando seleccione ON, aparecerán en la pantalla las opciones para el ajuste del Tiempo, el Nivel de inicio y el Nivel de fin.
| • | Tiempo: para 2T, define el periodo de tiempo que durará la secuencia del relleno de cráteres. Para 4T/WP Switch, define el periodo de tiempo que lleva pasar del nivel de inicio al nivel de fin. |
| • | Nivel inicio: el nivel en el que se comienza el Relleno de Cráteres. |
| • | Nivel de fin: el nivel en el que se finaliza el Relleno de Cráteres. |
Cuando se está empleando 4T Timer, pulsar el disparador (en el caso del WP Switch, > 0,5 s) desencadena la secuencia del Relleno de Cráteres y dicha secuencia dura como mínimo el periodo de tiempo determinado por 4T Timer, aunque el disparador se haya soltado antes de que haya transcurrido ese tiempo.
Pregas
La función Pregas garantiza que la pieza de trabajo esté protegida por el gas de protección en el momento de la ignición del arco, de manera que el metal derretido no entre en contacto con el aire. Esto es esencial en los metales que requieren una buena protección de gas, como los aceros inoxidables, el aluminio y el titanio.
Cuando se emplea la lógica del disparador 2T, el Pregas se desarrolla durante el periodo de tiempo preestablecido. Cuando se emplea la lógica del disparador 4T o WP Switch, el Pregas dura hasta que se suelta el disparador.
Para ajustar el periodo de Pregas, en Control Pad, diríjase a Configuración > Iniciar y detener lógica > Tiempo de Pregas.
Postgas
La función Postgas garantiza que la pieza de trabajo esté protegida por el gas una vez que se apague el arco, de manera que el metal derretido no entre en contacto con el aire. La pieza de trabajo queda protegida por el gas de protección hasta que se haya enfriado lo suficiente. Esto es especialmente práctico en los materiales que requieren una protección de gas extraordinaria, como los aceros inoxidables y el titanio.
Cuando se emplea la lógica del disparador 2T, el Postgas se desarrolla durante el periodo de tiempo preestablecido. Cuando se emplea la lógica del disparador 4T o WP Switch, el Postgas dura hasta que se suelta el disparador, como mínimo durante el periodo de tiempo preestablecido.
Para ajustar la función Postgas, diríjase a Configuración > Iniciar y detener > Postgas. Seleccione Ajustar tiempo > Tiempo de Postgas para definir el periodo tiempo que dura el Postgas o Establecer predeterminado para seleccionar el tiempo preajustado.
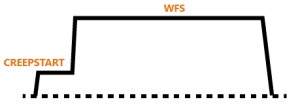
Partida Lenta

La función de Partida Lenta establece la velocidad de alimentación del alambre antes que se encienda el arco de soldadura, es decir, antes de que el alambre de relleno entre en contacto con la pieza de trabajo. Cuando el arco se enciende, la velocidad de alimentación del alambre pasa automáticamente a la velocidad normal configurada por el usuario. La función de Partida Lenta está siempre encendida.
Para ajustar el Nivel de Partida Lenta, en Control Pad, diríjase a Configuración > Iniciar y detener lógica > Partida Lenta. El margen de regulación es de 10%...90%.
Figura: arranque lento
Modo detención WF
Inmediatamente después de que el arco se apague, el alimentador de alambre ofrece unos milímetros adicionales de alambre de relleno, de manera que el alambre no se pegue a la punta de contacto.
Para encender o apagar el Modo detención WF en Control Pad, diríjase a Configuración > Iniciar y detener lógica > Modo detención WF.