Funksjoner for varmstart og kraterfylling
Med X5 Manual-trådmatermodeller kan du bruke funksjonen kraterfylling og justere parametrene ved å trykke på menyknappen Innstillinger i betjeningspanelet (Bruke det manuelle X5-kontrollpanelet).
Med X5 AP/APC-trådmatermodeller kan du bruke funksjonene Varmstart og Kraterfylling og justere parameterne i visningen Sveiseparametere (AP/APC-betjeningspanel: Sveiseparametre).
For generelle funksjoner for bryterlogikk, se Bryterlogikk-funksjoner.
Varmstart
Når du bruker varmstart-funksjonen, begynner sveisingen med forskjellige parameterverdier enn de verdiene som er brukt for resten av sveisejobben. Funksjonen kan for eksempel brukes ved sveising av tykke materialer, hvor det er en fordel å bruke ekstra strøm (varme) i begynnelsen for å sikre sveis av høy kvalitet.
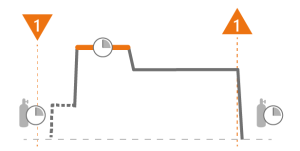
Når 2T-bryterlogikken er i bruk, varer varmstarten i den innstilte tidsperioden.
Varmstart med 2T:
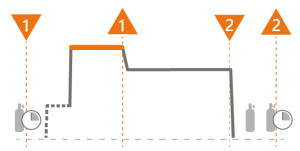
Når 4T-bryterlogikken er i bruk, starter varmstart når bryteren trykkes inn og sveisingen starter, og varer til bryteren slippes.
Varmstart med 4T:
Ytterligere bemerkninger:
| • | Justeringen av varmstart-trapptiden stiller inn overgangstiden fra varmstartfasen til normal sveisestrømstyrke. |
| • | Nivået og tiden for varmstart kan kun justeres i 2T bryterlogikk. |
| • | Varmstart-fininnstilling (spenning) er justerbar med prosessene 1-MIG, Puls, DPulse, WiseThin+ og MAX Speed. |
Kraterfylling
Ved sveising med høy effekt dannes det vanligvis et krater i enden av sveisen. Kraterfyllingsfunksjonen reduserer sveiseeffekten/trådmatehastigheten gradvis ved avslutningen av sveisestrengen, slik at krateret kan fylles med et lavere effektnivå.
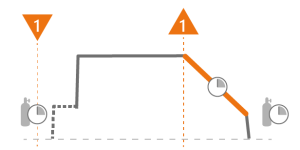
Når 2T-bryterlogikken er i bruk, starter kraterfyllsekvensen idet pistolbryteren slippes. Kraterfylling varer i den forhåndsdefinerte tidsperioden.
Kraterfylling med automatiske/synergiske MIG-prosesser og 2T:
Kraterfylling med manuell MIG-prosess og 2T:
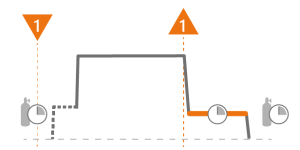
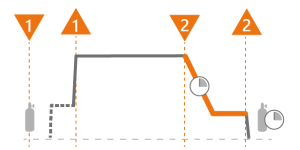
Når 4T-bryterlogikken er i bruk, starter kraterfyllingen ved å trykke på bryteren under sveisingen. Systemet holder seg på avslutningsnivået for kraterfylling til pistolbryteren slippes. Systemet forblir på kraterfyllingens sluttnivå til bryteren slippes.
Kraterfylling med 4T:
Ytterligere bemerkninger:
| • | Kraterfylling-fininnstilling (spenning) kan justeres med prosessene 1-MIG, Puls, DPulse, WiseThin+ og MaxSpeed. |
| • | I manuell MIG-prosess kan kraterfyll-tid, kraterfyllingens trådmatehastighet og kraterfyllspenning justeres, men innstillingene for kraterfyll-nivå er ikke tilgjengelige. |
| • | I automatiske/synergiske MIG-prosesser kan kraterfyllingens fininnstilling, tid og nivå justeres, men innstillingene for kraterfyllingens trådmatehastighet og spenning er ikke tilgjengelige. |
Kraterfylling med tidsur
Kraterfyllingens tidsur er kun tilgjengelig med 4T-bryterlogikk og i automatiske/synergiske MIG-prosesser. Den gjør det mulig å angi en fast varighet for kraterfyllingens sluttnivå. Når kraterfylling med tidsur er valgt og kraterfylling-sluttnivåtid er stilt inn, vil kraterfyllingssekvensen stoppe etter den forhåndsinnstilte varigheten selv om bryteren holdes inne.
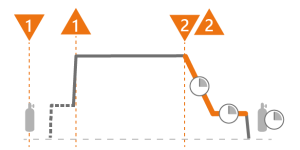
I tidsur-modus påvirker parameteren for kraterfylling-sluttnivåtid varigheten av sluttnivået, og parameteren for kraterfyllingstid påvirker rampetiden (varigheten av overgangen fra sveisenivået eller startnivået for kraterfylling til sluttnivået).
Hvis bryteren slippes og deretter trykkes inn igjen under kraterfyllingen, stoppes kraterfyllingen.
Ytterligere bemerkninger:
| • | I automatiske/synergiske MIG-prosesser kan kraterfyllingens fininnstilling, tid og nivå justeres, men innstillingene for kraterfyllingens trådmatehastighet og spenning er ikke tilgjengelige. |
| • | Kraterfylling-fininnstilling (spenning) kan justeres med prosessene 1-MIG, Puls, DPulse, WiseThin+ og MaxSpeed. |
Symboler:

|
Funksjon |

|
Trykk på bryteren (ned) |

|
Krypstart |

|
Bryter ut (opp) |

|
Innstilt varighet |

|
Forgass / ettergass |