Panel de control automático: Configuración
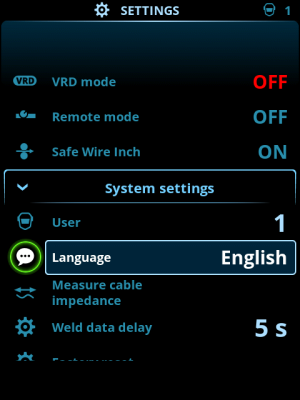
Cambio en la configuración
| 1. | Gire la perilla de control derecha para resaltar el parámetro de configuración deseado. |
| 2. | Presione la perilla de control derecha para seleccionar el parámetro de configuración que desea ajustar. |
| 3. | Gire la perilla de control derecha para seleccionar el valor de configuración. |
>> Según el parámetro de configuración que se vaya a ajustar, conviene consultar también la tabla de Configuración mostrada a continuación para obtener más detalles.
| 4. | Confirme el nuevo valor/selección y cierre la vista de ajuste presionando la perilla de control derecha. |
Usuarios
La configuración del sistema se puede personalizar para un máximo de 10 usuarios diferentes. Además de la configuración del sistema, los canales de memoria son específicos del usuario. Cada usuario puede tener hasta 100 canales MIG, 10 canales TIG, 10 canales MMA y 10 canales de resanado. El canal de memoria y la configuración del sistema se guardan de manera automática para el usuario conectado.
Configuración
| Parámetro | Valor del parámetro | Descripción |
|---|---|---|
| Usuario | Usuario actual | Siempre hay un usuario conectado en el sistema. Cuando un nuevo usuario inicia sesión, el usuario anterior se desconecta automáticamente. En caso de una instalación de alimentador de alambre doble mixto (Manual+Auto), el usuario 1 se aplica automáticamente y el cambio de usuario queda deshabilitado. |
| Modo de operación | MIG/TIG/MMA/Resanado | |
| Control remoto | OFF/Remoto/Pistola Predeterminado = OFF |
Si el control remoto no está conectado, esta selección no está disponible. |
| Modo remoto (con control remoto con 1 mando) |
Velocidad de alimentación de alambre o Corriente / Canal | Determina lo que se modifica con el control remoto, el parámetro de soldadura o el canal de memoria (canales disponibles: 1...5). Los parámetros ajustados son específicos del proceso. Si el control remoto no está conectado y la opción remoto no está seleccionada, esta selección no estará disponible. Nota (control remoto con 2 mandos): solo se usa la perilla del control remoto izquierdo cuando el modo remoto está configurado en "Canal". |
| Modo remoto (con control remoto con 2 mando) |
Parámetros de soldadura / Canal | |
| Unidad de refrigeración | OFF/Auto/ON Predeterminado = Auto |
Cuando se selecciona ON, el refrigerante circula de forma continuada, y cuando se selecciona Auto, el refrigerante circula solo durante la soldadura. |
| Retroceso alambre | OFF/ON | Es una función de retroceso automático del alambre. Una vez que se apaga el arco, el alambre se retrae para mayor seguridad. El usuario puede cambiar la configuración de la demora del retroceso y la longitud de retracción del alambre. Nota: La función de retracción del alambre se desactiva si se conecta un subalimentador. |
| - Retraso de retroceso | 2...10 s, paso 1 Predeterminado = 5 s |
|
| - Longitud de retroceso | 1 - 10 cm, intervalos de 1 Predeterminado = 2 cm |
|
| Tipo de subalimentador (en modo MIG y solo con X5 Wire Feeder 300) |
Modelo de subalimentador / OFF Predeterminado = OFF |
Si hay un subalimentador compatible conectado, seleccione el subalimentador de la lista. Subalimentadores compatibles: SuperSnake GTX/GT02S (10 m, 15 m, 20 m, 25 m), Binzel PP401D, Binzel PP36D. Nota: Con los modelos SuperSnake GT02S, solo se admite la sincronización del motor. |
| Duración datos de soldadura | 0...30 s, paso 1 0 = OFF Predeterminado = 5 s |
Esto define si se muestra (y durante cuánto tiempo) el resumen de datos de soldadura después de cada soldadura. |
| Promedio datos de soldadura | Sin inclinaciones/Soldadura completa Predeterminado = Sin inclinaciones |
Esta función permite al usuario cambiar la forma en que se calculan los promedios de los datos de soldadura: con o sin las fases de inclinaciones al principio y al final de la soldadura. Esta configuración afecta al cálculo de los promedios para lo siguiente: el voltaje de soldadura (voltaje del terminal y del arco), la corriente de soldadura, la potencia de soldadura y la velocidad de alimentación del alambre. |
| Fecha | Fecha actual | |
| Tiempo | Tiempo actual | |
| Idioma | Idiomas disponibles | |
| Rest. valores de fábrica | Restablecer/Cancelar Predeterminado = Cancelar |
|
| Avance seguro del alambre (solo con MIG) |
OFF/ON | Cuando está en ON y el arco no se enciende, se alimentan 5 cm de alambre de relleno. Cuando está en OFF, se alimentan 5 m de alambre de relleno. |
| Calibración de cable (solo con MIG) |
Iniciar/Cancelar | También se muestra la fecha y el tiempo y la información de la calibración anterior. Consulte Calibrado del cable de soldadura para obtener la calibración de cable. |
| VRD (solo con MMA y resanado) |
OFF/12V/24V Predeterminado = OFF |
El dispositivo de reducción de voltaje (VRD) reduce el voltaje de circuito abierto para mantenerlo por debajo de un determinado valor. |