Auto-Bedienpanel: Einstellungen
Einstellungen ändern
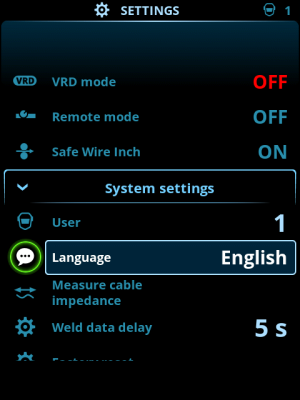
| 1. | Drehen Sie den rechten Bedienknopf, um den gewünschten Einstellungsparameter zu markieren. |
| 2. | Drücken Sie den rechten Bedienknopf, um den Einstellungsparameter für die Anpassung auszuwählen. |
| 3. | Drehen Sie den rechten Bedienknopf, um den Einstellungswert auszuwählen. |
>> Abhängig von den anzupassenden Einstellungsparametern finden Sie weitere Einzelheiten in der nachstehenden Tabelle für Einstellungen.
| 4. | Bestätigen Sie den neuen Wert / die neue Auswahl und schließen Sie die Einstellungsansicht, indem Sie den rechten Steuerknopf drücken. |
Anwender
Die Systemeinstellungen können für bis zu 10 verschiedene Anwender angepasst werden. Zusätzlich zu den Systemeinstellungen sind die Speicherkanäle anwenderspezifisch. Jeder Anwender kann bis zu 100 MIG-Kanäle, 10 WIG-Kanäle, 10 E-Hand-Kanäle und 10 Fugenhobelkanäle haben. Der Speicherkanal und die Systemeinstellungen werden automatisch für den eingeloggten Anwender gespeichert.
Einstellungen
| Parameter | Parameterwert | Beschreibung |
|---|---|---|
| Anwender | Aktueller Anwender | Es gibt immer einen eingeloggten Anwender im System. Wenn sich ein neuer Anwender anmeldet, wird der vorherige Anwender automatisch abgemeldet. Im Falle einer gemischten Doppeldrahtvorschubanlage (Manual und Auto) wird automatisch Anwender 1 angewendet und der Benutzerwechsel deaktiviert. |
| Betriebsmodus | MIG/WIG/E-Hand/Fugenhobeln | |
| Fernregelung | AUS/Fernregler/Brenner Standardeinstellung = AUS |
Wenn der Fernregler nicht angeschlossen ist, ist diese Auswahl nicht verfügbar. |
| Remote-Modus (mit 1-Knopf-Fernregler) |
Drahtvorschubgeschwindigkeit oder Schweißstrom / Kanal | Dadurch wird bestimmt, was mit dem Fernregler gändert wird: Schweißparametern oder Speicherkanal (verfügbare Kanäle: 1 bis 5). Die angepassten Parameter sind prozessspezifisch. Wenn der Fernregler nicht angeschlossen oder nicht ausgewählt ist, ist diese Auswahl nicht verfügbar. Hinweis (Fernregler mit zwei Knöpfen): wenn der Fernregelmodus auf die Option Kanal eingestellt ist, wird nur der linke Fernreglerknopf verwendet. |
| Remote-Modus (mit 2-Knopf-Fernregler) |
Schweißparameter / Kanal | |
| Kühleinheit | AUS / Auto / EIN Standardwert = Auto |
Wenn EIN gewählt ist, zirkuliert das Kühlmittel kontinuierlich, wird Auto gewählt, zirkuliert das Kühlmittel nur während des Schweißens. |
| Drahtrückzug | AUS / EIN | Dies ist eine automatische Drahtrückzugsfunktion. Sobald der Lichtbogen erlischt, wird der Draht zur zusätzlichen Sicherheit zurückgezogen. Der Benutzer kann die Einstellungen für die Drahtrückzugverzögerung und die Länge ändern. Hinweis: Die Drahtrückzugsfunktion ist deaktiviert, wenn ein Zwischenvorschub angeschlossen ist. |
| – Rückzugsverzögerung | 2 bis 10 s, Abstufung 1 Standard = 5 s |
|
| - Rückzuglänge | 1 bis 10 cm, Abstufung 1 Standard = 2 cm |
|
| Zwischenvorschubtyp (im MIG-Modus und nur mit X5 Wire Feeder 300) |
Zwischenvorschubmodell / AUS Standardeinstellung = AUS |
Wenn ein kompatibler Zwischenvorschub angeschlossen ist, wählen Sie das Zwischenvorschubgerät aus der Liste. Kompatible Zwischenvorschubgeräte: SuperSnake GTX/GT02S (10 m, 15 m, 20 m, 25 m), Binzel PP401D, Binzel PP36D. Hinweis: Bei den SuperSnake-Modellen des Typs GT02S wird nur die Motorsynchronisation unterstützt. |
| Dauer der Schweißdaten | 0 ... 30 s, Abstufung 1 0 = AUS Standard = 5 s |
Damit wird festgelegt, ob und wie lange die Schweißdatenzusammenfassung nach jeder Schweißung angezeigt wird. |
| Durchschnittswerte der Schweißdaten | Ohne Slopes / Gesamte Schweißung Standard = ohne Slopes |
Mit dieser Funktion kann der Benutzer die Berechnungsweise der Durchschnittswerte der Schweißdaten ändern: mit oder ohne die Slopes am Anfang und am Ende der Schweißung. Diese Einstellung wirkt sich auf die Berechnung der Durchschnittswerte für Folgendes aus: Schweißspannung (Anschluss- und Lichtbogenspannung), Schweißstrom, Schweißleistung und Drahtvorschubgeschwindigkeit. |
| Datum | Aktuelles Datum | |
| Zeit | Aktuelle Uhrzeit | |
| Sprache | Verfügbare Sprachen | |
| Werks-Reset | Zurücksetzen / Abbrechen Standardeinstellung = Abbrechen |
|
| Sicherer Drahtvorschub (nur mit MIG) |
AUS / EIN | Wenn EIN und der Lichtbogen nicht zündet, wird der Zusatzwerkstoff 5 cm zugeführt, wenn AUS, werden 5 m Zusatzwerkstoff zugeführt. |
| Kabelkalibrierung (nur mit MIG) |
Start/Abbrechen | Datum und Uhrzeit sowie die Kalibrierungsinformationen der vorherigen Kalibrierung werden ebenfalls angezeigt. Für die Kabelkalibrierung, siehe Kalibrieren des Schweißkabels. |
| VRD (nur mit E-Hand oder Fugenhobeln) |
AUS/12 V/ 24 V Standardeinstellung = AUS |
Spannungsreduktionsvorrichtung (VRD) reduziert die Leerlaufspannung, um sie unter einem bestimmten Spannungswert zu halten. |