Utilisation du panneau de commande X3G FastGouge 800
Indicateurs d’état
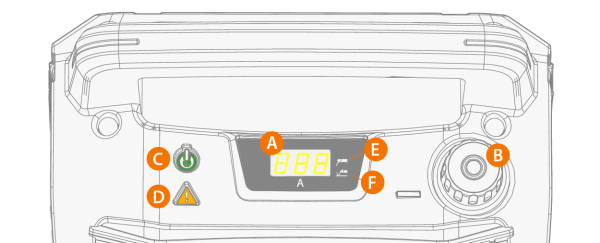
Le panneau de commande comporte quatre voyants d'indication d'état :
| • | Mise sous tension (C) |
>> La LED est allumée (vert) lorsque le poste à souder est sous tension.
| • | Surchauffe (D) |
>> La LED est allumée (orange) lorsque la protection contre la surchauffe du poste à souder s'est déclenchée et que le fonctionnement est empêché.
| • | Soudage MMA (E) |
>> La LED est allumée lorsque le mode de soudage MMA est sélectionné.
| • | Gougeage à l’arc de carbone (F) |
>> La LED est allumée lorsque le mode de gougeage à l'arc de carbone est sélectionné.
Ajustement du courant de gougeage et MMA
L'écran du panneau de commande (A) affiche la valeur du courant de sortie en ampères. La valeur est réglée en tournant le bouton de commande (B).
| • | Dans le cas du gougeage à l'arc de carbone, le réglage se fait par paliers de 10 A. |
| • | En soudage MMA, le réglage se fait par pas de 1 A. |
| • | Tourner le bouton de commande plus rapidement permet d'apporter des modifications plus importantes à la valeur. |
Pendant le gougeage à l'arc de carbone ou le soudage MMA, l'écran du panneau de commande affiche la valeur réelle du courant.
Sélection du mode
Le mode de traitement, gougeage à l'arc de carbone ou soudage MMA, est sélectionné par une pression longue sur le bouton de commande (environ 2 secondes). Chaque pression longue sur la commande permet de changer de mode entre le gougeage à l'arc de carbone et le MMA. Le gougeage à l'arc de carbone est le mode par défaut.
Après le redémarrage, l'appareil utilise le mode de traitement sélectionné lors de l'arrêt de l'appareil.

|
Les commandes du X3G FastGouge 800 comprennent plusieurs fonctions d'appui long (voir la fonction de réinitialisation d'usine). |
Ajustement de la dynamique du MMA
Lorsque le mode de processus de soudage MMA est sélectionné, le paramètre ajusté passe du courant de soudage à la dynamique MMA en appuyant sur le bouton de commande.
>> En entrant dans le mode de réglage, le texte dyn s'affiche brièvement à l'écran.
La plage de réglage de la dynamique est de +10 ... -10.
En mode de réglage de la dynamique, une brève pression sur la commande permet de revenir au réglage du courant de soudage.
Réinit. val. d'usine
Les réglages d'usine peuvent être réinitialisés en appuyant longuement sur le bouton de commande pendant 6 secondes. Les textes FAC et rES s'affichent brièvement à l'écran et la progression de la réinitialisation est indiquée par des tirets (- - -).
Cas d'erreur
Si l'appareil détecte une situation d'erreur, celle-ci est signalée par la mention Err suivi d'un numéro de code d'erreur sur l'écran.
Reportez-vous à la section Dépannage et codes d'erreur pour la description des codes d'erreur.