安装保护气瓶并测试保护气流

|
小心操作气瓶。如果气瓶或瓶阀损坏,可能会造成人身伤害! |

|
务必要让气瓶以直立方式正确固定在墙壁或焊接设备推车的特殊支架上。不焊接时,务必要保持气瓶阀门关闭。 |

|
- 如果使用带有气瓶架的移动车架,首先将气瓶安装在移动车架上,然后进行连接。 - 在安装和测试保护气瓶之前,先将焊枪安装到送丝机。 - 不要用完气瓶中的全部气体。 - 要始终使用经过测试和批准使用的调节器和流量计。 |
欲了解有关选择保护气和设备的信息,请联系您当地的 Kemppi 经销商。
| 1. | 没有保护气瓶推车:将保护气瓶放置在合适的安全位置。 |
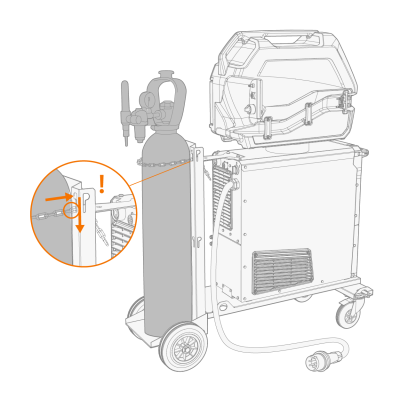
| 2. | 有保护气瓶推车:将保护气瓶移动到搬运单元的气瓶架上,并使用提供的链条将其固定在适当的位置。 |
>>将链条穿过锁孔槽的顶部,然后将其放入锁孔槽的狭窄部分以将链条锁定到位。
| 3. | 如果尚未将焊枪连接到送丝机,请进行连接。 |
| 4. | 将气管连接到送丝机。 |
| 5. | 打开保护气瓶阀门。 |
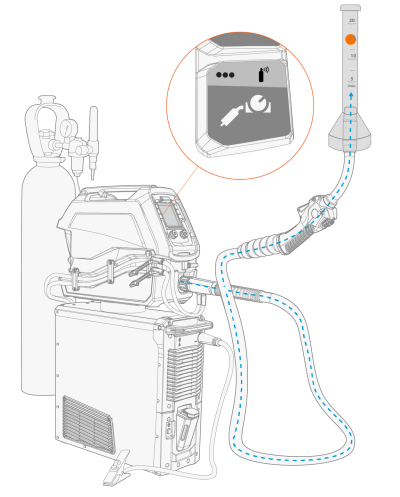
| 6. | 按下送丝控制面板中的保护气检测按钮,以冲洗之前的保护气并将新保护气输入系统。 |
>>在 X3 送丝机中,长按控制面板上的遥控选择按钮可启动气体检测功能。
|
|
还可使用气体检测功能测试保护气流量是否正确在系统中流通。 |
| 7. | 再次按下气体检测按钮以调节气体流量。使用外部流量计和调节器进行测量和调整。 |
>>在 X3 送丝机中,长按控制面板中的远程选择按钮即可激活气体检测功能。
建议的保护气流量(仅用于一般指导):
| MIG* | |
|---|---|
| 氩 | 10...25 l/min |
| 氦 | - |
| 氩气 + 18-25% CO2 | 10...25 l/min |
| CO2 | 10...25 l/min |
* 取决于喷嘴尺寸和焊接电流。