送丝轮压力调整
在调整辊安装在压柄上时调整送丝轮压力。在焊丝脱离焊枪导电嘴末端时,施加的负载应足以克服手对焊丝形成的轻微制动力。

|
对于直径较小和柔软的焊丝,需要的送丝压力也更小。参阅本章末尾的表格,获取更多指导。 |
| 1. | 抬起压柄,从而将其松开。 |
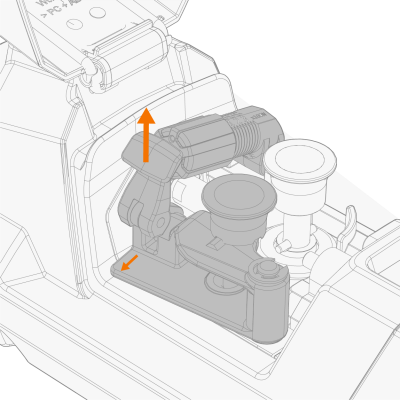
| 2. | 如果尚未安装到位,请按照“中继送丝机安装”中继送丝机安装中的说明安装送丝轮。 |
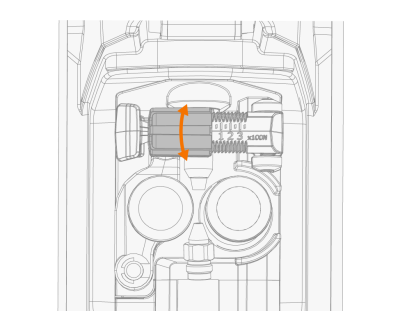
| 3. | 转动压柄上的辊筒调节器,调节送丝轮压力。 |
>>调节辊旁边的刻度尺表示以牛顿 (N) 为单位的压力负荷。
>>如需了解正确的压力,请参阅本节末尾的表格。
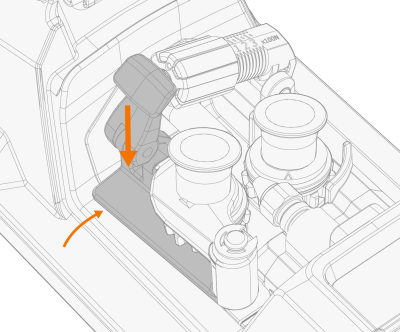
| 4. | 压下压柄,锁定调整。 |

|
压力过大会压平焊丝,并损坏焊丝镀层或药芯。压力过大还会导致不必要的送丝轮磨损和增加变速箱负荷。 |
|
|
使用 X8 SuperSnake GTX 中继送丝机时,不建议在主送丝机装置中使用滚花送丝轮。 |
|
|
在 X5 FastMig 焊接设备设置中选择 SuperSnake GTX 中继送丝机后,当按下送丝器面板上的冷送丝按钮时,冷送丝功能会自动将焊丝送入系统。 |
| 填充焊丝类型 | 送丝轮轮廓 | 填充焊丝直径,ø mm | 中继线*,长度,m | 调节 (x100N) | |
|---|---|---|---|---|---|
| Fe, Ss | V 型槽 |

|
1.0...1.4 | 10...20 | 2.0 |
| 1.0...1.4 | 25 | 2.5 | |||
| Fe | V 型槽, 带滚花 |

|
1.6 | 10...25 | 1.5 |
| Fc, Mc | V 型槽, 带滚花 |
|
1.2...1.6 | 10...25 | 1.5 |
| Al | U 型槽 |

|
1.2...1.6 | 10...20 | 2.0 |
| 1.2...1.6 | 25 | 2.5 | |||
* SuperSnake GTX 中继线。