Parâmetros de soldagem
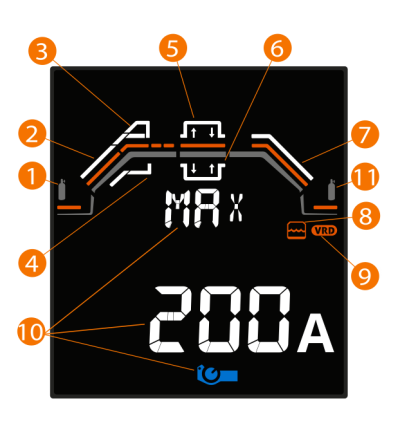
A visualização dos parâmetros de soldagem inclui uma curva de início e parada para visualizar e ajustar os parâmetros de uma solda. É possível aceder aos parâmetros de soldagem premindo o botão Parâmetros de soldagem e Ignição HF TIG do painel de controlo (ver Painel de controle do Minarc T 223 ACDC).

|
Muitos dos parâmetros de soldagem são específicos do processo de soldagem e estão visíveis e disponíveis para ajuste de acordo. |
Os parâmetros são explicados na tabela "Parâmetros de soldadura".
|
3.
|
Partida a quente, valores positivos |
|
4.
|
Partida a quente, valores negativos |
|
5.
|
Minilog, valores positivos |
|
6.
|
Minilog, valores negativos |
|
7.
|
Inclinação descendente |
|
10.
|
Limite de corrente mínimo/máximo para controle remoto |
A linha branca indica que o parâmetro está ativado. A linha laranja indica que o valor do parâmetro está ajustável no momento. Se o valor automático de um parâmetro for usado, seu valor numérico será exibido abaixo da curva de início e parada.
Parâmetros 4T LOG
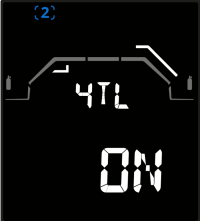
4TL = 4T LOG
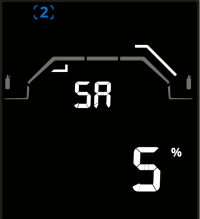
SA = Arco de busca
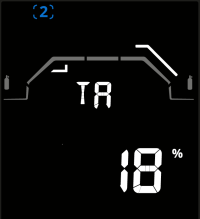
TA = Arco de fuga
Ajuste dos parâmetros de soldagem
|
1.
|
Gire o botão de controle de modo que a linha laranja apareça no parâmetro de soldagem desejado (aqui o parâmetro de elevação é usado como exemplo). |

|
2.
|
Pressione o botão de controle para selecionar o parâmetro de soldagem a ser ajustado. |

|
3.
|
Gire o botão de controle para ajustar o valor do parâmetro de soldagem. |
|
4.
|
Confirme o novo valor/seleção pressionando o botão de controle. |
| Sugestão: Quando o valor de um parâmetro é ajustável, pode selecionar o valor predefinido do parâmetro premindo longamente o botão do controlo. Isso funciona para todos os parâmetros, exceto arrefecimento a água e VRD. |
Parâmetros de soldagem
 Parâmetros de soldagem TIG
Parâmetros de soldagem TIG
Os parâmetros listados aqui estão disponíveis para ajuste com o processo de soldagem TIG.
| Pré-gás |
0,0 ... 10 s, Auto, passo 0,1
Padrão = Auto
|
O pré-gás é uma função de soldagem que inicia o fluxo de gás de proteção antes da ignição do arco. Isso garante que o metal não entre em contato com o ar no início da solda. Usado para todos os metais, mas especialmente para aço inoxidável, alumínio e titânio.
Quando Auto é selecionado, o pré-gás é determinado automaticamente de acordo com a corrente de soldagem. |
Elevação
|
0,0 ... 5 s, passo 0,1
Padrão = 0 s |
A elevação é uma função de soldagem que determina o tempo durante o qual a corrente de soldagem aumenta gradualmente até o nível de corrente de soldagem desejado no início da soldagem. |
| Partida a quente |
ON/OFF (LIGA/DESLIGA)
Padrão = OFF |
Função de soldagem que usa corrente de soldagem mais alta ou mais baixa no início da soldagem. Após o período de partida a quente, a corrente muda para o nível normal de corrente de soldagem. Isso facilita o início da solda, especialmente com materiais de alumínio. O tempo de partida a quente é usado somente no Modo 2T do gatilho. |
| - Nível de partida a quente |
-80 ... +100 %, passo 1
Padrão = +30 %
|
| - Tempo de partida a quente |
0,1 ... 9,9 s, passo 0,1
Padrão = 1,2 s |
| Nível Minilog |
-99 % ... 125 %, passo 1
Padrão = -80%. |
Minilog é uma função de soldagem TIG que permite usar o Interruptor da tocha para alternar entre a corrente de soldagem e a corrente Minilog, que pode ser menor ou maior do que a corrente de soldagem. Para mais informações, consulte Funções da Lógica de disparo.
Para obter informações sobre como definir o Minilog como ON, consulte Painel de controle do Minarc T 223 ACDC. |
| 4T LOG (4TL) |
ON/OFF (LIGA/DESLIGA)
Padrão = OFF |
4T LOG é uma função de soldagem TIG que permite usar o gatilho da tocha de soldagem para iniciar e parar a soldagem e alternar entre os níveis de corrente.
O arco de pesquisa permite utilizar uma corrente mais baixa durante um breve período no início da soldadura. Isso permite um início preciso da soldagem.
O arco de fuga permite usar uma corrente mais baixa por um breve período no final da soldadura. Isso reduz os defeitos de soldagem causados pelo crateramento na extremidade de soldagem.
|
| - Arco de busca (SA) |
0 % (OFF) / 5 % ... 90 %, passo 1
Padrão = 0 % |
| - Arco de fuga (TA) |
0 % (OFF) / 5 % ... 90 %, passo 1
Padrão = 0 % |
| Inclinação descendente |
0,0 ... 1,5 s, passo 0,1
Padrão = 0,1 s |
A descida é uma função de soldagem que determina o tempo durante o qual a corrente de soldagem diminui gradualmente até o nível da corrente de extremidade. |
| Pós-gás |
0.0 ... 9,9 s, Auto, passo 0,1
Padrão = Auto |
Pós-gás é uma função de soldagem que continua o fluxo de gás de proteção depois que o arco se extingue. Isso garante que a solda quente não entre em contato com o ar após a extinção do arco, protegendo a solda e também o eletrodo. Usada para todos os metais. Em especial, o aço inoxidável e o titânio exigem tempos de pós-gás mais longos.
Quando Auto é selecionado, o pós-gás é determinado automaticamente de acordo com a corrente de soldagem. |
| Arrefecimento a água |
OFF/Auto/ON
Padrão = Auto |
Quando ON é selecionado, o líquido arrefecedor circula continuamente e, quando Auto é selecionado, o líquido arrefecedor circula apenas durante a soldagem.
Este parâmetro aplica-se a todos os canais de memória. |
| Controle remoto mínimo |
Min = Limite de corrente mínimo
Max = Limite de corrente máximo
|
Limites mínimo e máximo de corrente de soldagem para controle remoto.
Estes parâmetros são utilizados para limitar a faixa de regulagem corrente para controles remotos analógicos.
Os limites de corrente não se aplicam ao controlo remoto de interrutor basculante TXR20. |
| Controle remoto máximo |
Parâmetros de soldagem MMA
Os parâmetros listados aqui estão disponíveis para ajuste com o processo de soldagem MMA.
| Nível da partida a quente |
-10 ... +10, passo 1
Padrão = 0
|
Função de soldagem que usa corrente de soldagem mais alta ou mais baixa no início da soldagem. Após o período de partida a quente, a corrente muda para o nível normal de corrente de soldagem. Isso facilita o início da solda, especialmente com materiais de alumínio. |
| VRD |
ON/OFF (LIGA/DESLIGA)
Padrão = OFF
(Nos modelos de fonte de alimentação AU, o VRD está travado em ON) |
O dispositivo de redução da tensão (VRD) reduz a tensão de circuito aberto para mantê-la abaixo de um determinado valor de tensão.
Este parâmetro aplica-se a todos os canais de memória.
|
| Controle remoto min. |
Min = Limite de corrente mínimo
Max = Limite de corrente máximo
|
Estes parâmetros são utilizados para limitar a faixa de regulagem corrente para controles remotos analógicos.
Os limites de corrente não se aplicam ao controlo remoto de interrutor basculante TXR20. |
| Controle remoto máx. |
Parâmetros de limpeza e polimento
Os parâmetros listados aqui estão disponíveis para ajuste com os processos de limpeza e polimento.
| Arrefecimento a água |
OFF/Auto/ON
Padrão = Auto |
Quando ON é selecionado, o líquido arrefecedor circula continuamente e, quando Auto é selecionado, o líquido arrefecedor circula apenas durante a limpeza e o polimento.
Este parâmetro aplica-se a todos os canais de memória. |
| Controle remoto min. |
Min = Limite de corrente mínimo
Max = Limite de corrente máximo
|
Limites mínimo e máximo de corrente para o controle remoto.
Estes parâmetros são utilizados para limitar a faixa de regulagem corrente para controles remotos analógicos.
Os limites de corrente não se aplicam ao controlo remoto de interrutor basculante TXR20. |
| Controle remoto máx. |