Parámetros de soldadura
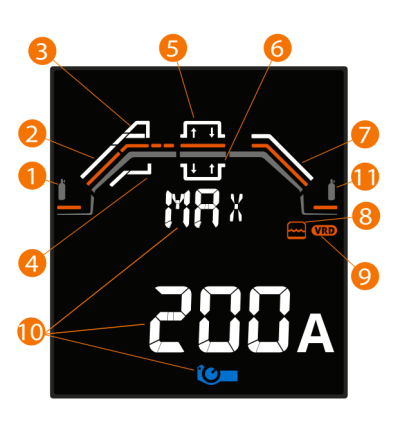
La vista de parámetros de soldadura incluye una curva de inicio y parada para visualizar y ajustar los parámetros de una soldadura. Puede acceder a los parámetros de soldadura pulsando el botón de parámetros de soldadura e ignición de AF TIG del panel de control (consulte Minarc T 223 ACDC panel de control).

|
Muchos de los parámetros de soldadura son específicos del proceso de soldadura y están visibles y disponibles para su ajuste. |
Los parámetros se explican en la tabla «Parámetros de soldadura».
|
2.
|
Rampa de subida de corriente (ascenso) |
|
3.
|
Partida en caliente, valores positivos |
|
4.
|
Partida en caliente, valores negativos |
|
5.
|
Minilog, valores positivos |
|
6.
|
Minilog, valores negativos |
|
7.
|
Rampa de bajada de corriente |
|
8.
|
Refrigeración por agua |
|
10.
|
Límite de corriente mín./máx. para control remoto |
La línea blanca indica que el parámetro está activado. La línea naranja indica que el valor del parámetro es ajustable en ese momento. Si se utiliza el valor automático de un parámetro, su valor numérico se muestra debajo de la curva de inicio y parada.
Parámetros 4T LOG
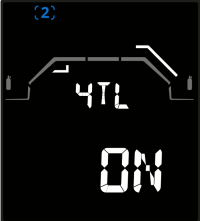
4TL = 4T LOG
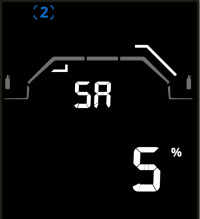
SA = Arco de búsqueda
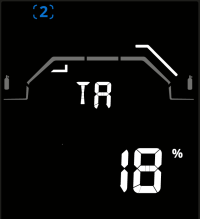
TA = Arco de término
Ajuste de los parámetros de soldadura
|
1.
|
Gire la perilla de control para que la línea naranja aparezca en el parámetro de soldadura deseado (aquí se utiliza como ejemplo el parámetro de ascenso). |

|
2.
|
Pulse el botón de la perilla de control para seleccionar el parámetro de soldadura que desea ajustar. |

|
3.
|
Gire la perilla de control para ajustar el valor del parámetro de soldadura. |
|
4.
|
Confirme el nuevo valor / selección pulsando el botón de la perilla de control. |
| Consejo: Cuando el valor de un parámetro es ajustable, puede seleccionar el valor por defecto del parámetro pulsando prolongadamente el botón de la perilla de control. Esto funciona para todos los parámetros excepto refrigeración por agua y VRD. |
Parámetros de soldadura
 Parámetros de soldadura TIG
Parámetros de soldadura TIG
Los parámetros de soldadura TIG se pueden ajustar mediante los siguientes botones.
| Pregas |
0,0 ... 10 s, Auto, paso 0,1
Predeterminado = Auto
|
El pregás es una función de soldadura que inicia el flujo de gas de protección antes de que se encienda el arco. Esto garantiza que el metal no entre en contacto con el aire al inicio de la soldadura. Se utiliza para todos los metales, pero especialmente para acero inoxidable, aluminio y titanio.
Cuando se selecciona Auto, el pregás se determina automáticamente en función de la corriente de soldadura. |
Rampa de subida de corriente (ascenso)
|
0,0 ... 5 s, paso 0,1
Predeterminado = 0 s |
El ascenso es una función de soldadura que determina el tiempo durante el cual la corriente de soldadura aumenta gradualmente hasta alcanzar el nivel de corriente de soldadura deseado al inicio de la soldadura. |
| Hot start (Partida en caliente) |
ON/OFF
Predeterminado = OFF |
Función de soldadura que utiliza una corriente de soldadura superior o inferior al inicio de la soldadura. Después del periodo de partida en caliente, la corriente cambia al nivel de corriente de soldadura normal. Esto facilita el inicio de la soldadura, especialmente con materiales de aluminio. El tiempo de partida en caliente sólo se utiliza en Modo 2T disparador. |
| - Nivel de partida en caliente |
-80 ... +100 %, paso 1
Por defecto = +30
|
| - Tiempo de partida en caliente |
0,1 ... 9,9 s, paso 0,1
Por defecto = 1.2 s |
| Nivel Minilog |
-99 % ... 125 %, paso 1
Por defecto = -80 |
Minilog es una función de soldadura TIG que permite cambiar mediante el interruptor de la antorcha entre la corriente de soldadura y la corriente Minilog, que puede ser inferior o superior a la corriente de soldadura. Consulte la sección Funciones lógicas de disparador para obtener más información.
Para obtener información sobre cómo activar Minilog, consulte Minarc T 223 ACDC panel de control. |
| 4T LOG (4TL) |
ON/OFF
Predeterminado = OFF |
4T LOG es una función de soldadura TIG que permite utilizar el disparador de la antorcha de soldadura para iniciar y detener la soldadura y cambiar entre los niveles de corriente.
El arco de búsqueda permite utilizar una corriente más baja durante un breve periodo al inicio de la soldadura. Esto permite un inicio de la soldadura más preciso.
El arco de cola permite utilizar una corriente más baja durante un breve periodo al final de la soldadura. Esto reduce los defectos de soldadura causados por la formación de cráteres al final de la soldadura.
|
| - Arco de búsqueda (SA) |
0 % (OFF) / 5 % ... 90 %, paso 1
Predeterminado = 0 % |
| - Arco de término (TA) |
0 % (OFF) / 5 % ... 90 %, paso 1
Predeterminado = 0 % |
| Rampa de bajada de corriente |
0,0 ... 1,5 s, paso 0,1
Por defecto = 0,1 s |
Downslope es una función de soldadura que determina el tiempo durante el cual la corriente de soldadura disminuye gradualmente hasta el nivel de corriente final. |
| Postgas |
0.0 ... 9,9 s, Auto, intervalo de 0,1
Predeterminado = Auto |
Posgás es una función de soldadura que continúa el flujo de gas de protección después de que el arco se haya extinguido. Esto asegura que la soldadura en caliente no entre en contacto con el aire después de que se extinga el arco, protegiendo la soldadura y también el electrodo. Usado para todos los metales. Especialmente el acero inoxidable y el titanio requieren tiempos de postgas más prolongados.
Cuando se selecciona Auto, el posgás se determina automáticamente en función de la corriente de soldadura. |
| Refrigeración por agua |
OFF/Auto/ON
Predeterminado = Auto |
Cuando se selecciona ON, el refrigerante circula continuamente, y cuando se selecciona Auto, el refrigerante circula sólo durante la soldadura.
Este parámetro se aplica a todos los canales de memoria. |
| Control remoto mín. |
Min = Límite corriente mínima
Max = Límite máximo de corriente
|
Límites mínimo y máximo de corriente de soldadura para el control remoto.
Estos parámetros se utilizan para limitar el rango de ajuste actual de los controles remotos analógicos.
Los límites de corriente no se aplican al control remoto con interruptor basculante TXR20. |
| Control remoto máx. |
Parámetros de soldadura MMA
Los parámetros de soldadura MMA se pueden ajustar mediante los parámetros que se indican a continuación.
| Nivel de partida en caliente |
-10 ... +10, paso 1
Predeterminado = 0
|
Función de soldadura que utiliza una corriente de soldadura superior o inferior al inicio de la soldadura. Después del tiempo de Hot start, la corriente cambia al nivel de corriente de soldadura normal. Esto facilita el inicio de la soldadura, especialmente con materiales de aluminio. |
| VRD |
ON/OFF
Predeterminado = OFF
(En los modelos con fuente de potencia AU, el VRD está bloqueado en ON) |
El dispositivo de reducción de voltaje (VRD) reduce el voltaje en vacío para mantenerlo por debajo de un determinado valor de voltaje.
Este parámetro se aplica a todos los canales de memoria.
|
| Control remoto mín. |
Min = Límite corriente mínima
Max = Límite máximo de corriente
|
Estos parámetros se utilizan para limitar el rango de ajuste actual de los controles remotos analógicos.
Los límites de corriente no se aplican al control remoto con interruptor basculante TXR20. |
| Control remoto máx. |
Parámetros de limpieza y pulido
Los parámetros enumerados aquí están disponibles para su ajuste con los procesos de limpieza y pulido.
| Refrigeración por agua |
OFF/Auto/ON
Predeterminado = Auto |
Cuando se selecciona ON, el refrigerante circula continuamente, y cuando se selecciona Auto, el refrigerante circula sólo durante la limpieza y el pulido.
Este parámetro se aplica a todos los canales de memoria. |
| Control remoto mín. |
Min = Límite corriente mínima
Max = Límite máximo de corriente
|
Límites mínimo y máximo de corriente para el control remoto.
Estos parámetros se utilizan para limitar el rango de ajuste actual de los controles remotos analógicos.
Los límites de corriente no se aplican al control remoto con interruptor basculante TXR20. |
| Control remoto máx. |