Svejseparametre
Visningen Svejseparametre indeholder en start- og stopkurve til visualisering og justering af parametrene for en svejsning. Du kan få adgang til svejseparametrene ved at trykke på kontrolpanelets Svejseparametre og TIG HF-lysbuetændingknappen (se Minarc T 223 DC-kontrolpaneler).
Den hvide linje angiver, at parameteren er slået til. Den orange linje angiver, at parameterværdien i øjeblikket kan justeres. Hvis den automatiske værdi for en parameter anvendes, vises dens numeriske værdi under start- og stopkurven.

|
Mange af svejseparametrene er specifikke til en svejseproces og kan justeres til denne. |
Parametrene er forklaret i tabellen "Svejseparametre".
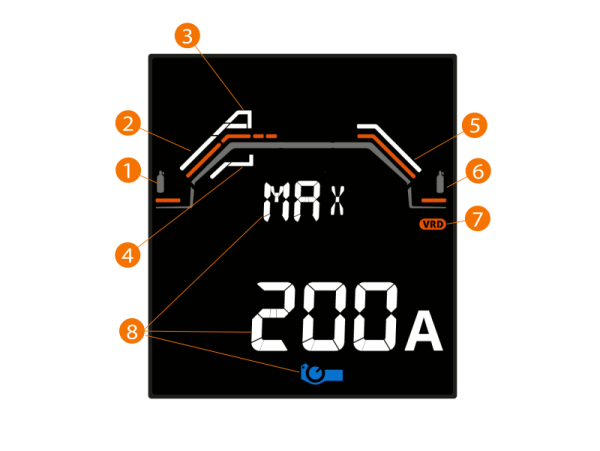
Standard kontrolpanel
|
3.
|
Hotstart, positive værdier |
|
4.
|
Hotstart, negative værdier |
|
8.
|
Min./maks. strømgrænse for fjernbetjening |
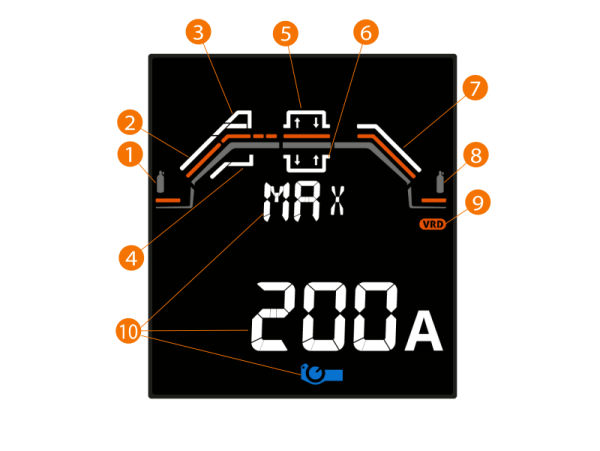
MLP-kontrolpanel
|
3.
|
Hotstart, positive værdier |
|
4.
|
Hotstart, negative værdier |
|
5.
|
Minilog, positive værdier |
|
6.
|
Minilog, negative værdier |
|
10.
|
Min./maks. strømgrænse for fjernbetjening |
Justering af svejseparametre
|
1.
|
Drej reguleringsknappen, så den orange linje vises ved den ønskede svejseparameter (her anvendes parameteren Opkøringstid som eksempel). |

|
2.
|
Tryk på reguleringsknappen for at vælge den svejseparameter, der skal justeres. |

|
3.
|
Drej reguleringsknappen for at justere værdien for svejseparameteren. |
|
4.
|
Bekræft den nye værdi/sektion ved at trykke på reguleringsknappen. |
| Tip: Når en parameterværdi kan justeres, kan du vælge parameterens standardværdi ved at trykke længe på reguleringsknappen. Det virker for alle parametre undtagen VRD. |
Svejseparametre
 TIG svejseparametre
TIG svejseparametre
De parametre, der vises her, er tilgængelige for justering med TIG-svejseprocessen.
| Forgas |
0,0 ... 10 s, Auto, trin 0,1
Standard = Auto
|
Forgas er en svejsefunktion, der starter beskyttelsesgasflowet, før lysbuen tændes. Dette sikrer, at metallet ikke kommer i kontakt med luften ved svejsningens start Anvendes til alle metaller men især til rustfrit stål, aluminium og titanium.
Når Auto er valgt, bestemmes forgas automatisk i henhold til svejsestrømmen. |
Upslope
|
0,0 ... 5 sek., trin 0.1
Standard = 0 sek |
Upslope er en svejsefunktion, der bestemmer den tid, hvori svejsestrømmen gradvis øges til den ønskede svejsestrømstyrke ved svejsningens start. |
| Hotstart |
TÆND/SLUK
Standard = SLUKKET |
Svejsefunktion der bruger højere eller lavere svejsestrøm ved svejsningens start. Efter Hot start-perioden skifter strømmen til den normale styrke for svejsestrøm. Dette letter starten på svejsningen, især for materialer i aluminium. Hotstart-tiden bruges kun i 2T-brænderkontakttilstand. |
| - Hotstartniveau |
-80 ... +100 %, trin 1
Standard = +30 %
|
| - Hotstarttid |
0,1 ... 9,9 sek., trin 0.1
Standard = 1,2 sek |
| Minilog-niveau (kun MLP-kontrolpanel) |
-99 % ... 125 %, trin 1
Standard = -80 % |
Minilog er en TIG-svejsefunktion, som gør det muligt at bruge brænderkontakten til at skifte mellem svejsestrøm og Minilog-strøm som kan være lavere eller højere end svejsestrømmen. Nærmere oplysninger findes i Funktioner i brænderkontaktens logik.
Få flere oplysninger om indstilling af Minilog til TIL i Minarc T 223 DC-kontrolpaneler. |
| Downslope |
0,0 ... 1,5 sek., trin 0,1
Standard = 0,1 sek |
Downslope er en svejsefunktion, der bestemmer den tid, hvor svejsestrømmen gradvis aftager til slutstrømstyrken. |
| Eftergas |
0,0 ... 9,9 s, Auto, trin 0,1
Standard = Auto |
Eftergas er en svejsefunktion, der fortsætter beskyttelsesgasflowet, når lysbuen er slukket. Dette sikrer, at den varme svejsning ikke kommer i kontakt med luften, når lysbuen er slukket, men at både svejsningen og elektroden beskyttes Anvendes til alle metaller. Især stål og titanium kræver længere eftergastider.
Når Auto er valgt, bestemmes eftergas automatisk i henhold til svejsestrømmen. |
| Fjernbetjening min |
Min = Minimum strømgrænse
Max = Maksimum strømgrænse
|
Minimums- og maksimumsgrænser for svejsestrøm for fjernbetjening.
Disse parametre bruges til at begrænse det aktuelle justeringsområde for analoge fjernbetjeninger.
Strømgrænserne gælder ikke for TXR20-fjernbetjeningen med vippekontakt. |
| Fjernbetjening maks |
MMA svejseparametre
De parametre, der vises her, er tilgængelige for justering med MMA-svejseprocessen.
| Hotstartniveau |
-10 ... +10 %, trin 1
Standard = 0
|
Svejsefunktion der bruger højere eller lavere svejsestrøm ved svejsningens start. Efter Hot start-perioden skifter strømmen til den normale styrke for svejsestrøm. Dette letter starten på svejsningen, især for materialer i aluminium. |
| VRD |
TÆND/SLUK
Standard = SLUKKET
(I AU-strømkildemodeller, VRD er låst TIL) |
Spændingsreduktionsenheden (VRD) reducerer tomgangsspændingen for at holde spændingen under en bestemt værdi.
Denne parameter gælder for alle hukommelseskanaler.
|
| Fjernbetjening min. |
Min = Minimum strømgrænse
Max = Maksimum strømgrænse
|
Disse parametre bruges til at begrænse det aktuelle justeringsområde for analoge fjernbetjeninger.
Strømgrænserne gælder ikke for TXR20-fjernbetjeningen med vippekontakt. |
| Fjernbetjening maks. |