开始和停止序列
参数图工具使基本参数识别和设置变得容易。从提前送气时间到滞后停气时间以及介于两者之间的所有时间,您可以快速选择和调整参数值。

|
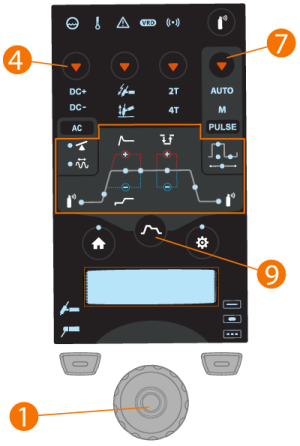
交流/直流功能 (4) 不适用于 MTP23X 控制面板。 |
要选择和调整开始和停止参数:
要选择和调整交流和/或脉冲参数:
|
1.
|
按电流模式选择按钮 (4) 切换到交流模式。 |
|
2.
|
按脉冲模式选择按钮 (7) 在脉冲模式之间切换。 |
|
4.
|
转动控制旋钮 (1) 浏览参数菜单中的交流或脉冲设置。 |
|
5.
|
按下控制旋钮 (1),选择要调整的交流或脉冲参数。 |
|
|
电流模式和脉冲模式选择会影响开始和停止菜单的内容。 |
连续焊接中的可调整参数:
| 提前送气 |
最小/最大 = 0.0 s ...9.9 s,自动,0.1 s 步进(默认 = 自动) |
在引燃电弧前开始提供保护气流的焊接功能。这确保了在焊接开始时金属不会与空气接触。时间值由用户预设。用于所有金属,但特别适合不锈钢、铝和钛。
提升 TIG 点火打开时,此调整不可用。 |
| 上坡 |
最小/最大 = 0.0 s ...5.0 s,0.1 s 步进(默认 = 0.0 s) |
该焊接功能决定了焊接开始时焊接电流逐渐增加到所需电流水平的时间。上坡时间值由用户预设。值为零意味着功能关闭。 |
| 热起弧级别 |
最小/最大 = -80 % ... +100 %,1% 步进(默认 = 关闭),值“0” = 热起弧关闭 |
热启动:在焊接开始时使用更大焊接电流的焊接功能。在热起弧期之后,电流降至正常焊接电流水平。热起弧电流水平值及其持续时间是手动预设的。这有助于开始焊接,特别是使用铝材料时。 |
| 热起弧时间 |
最小/最大 = 0.1 s ...9.9 s,0.1 s 步进(默认 = 1.2 s) |
热起弧关闭时,此调整不可用。
选择 4T 焊枪开关逻辑后,无法调整热起弧时间。 |
| Minilog |
最小/最大 = -99 % ... +125 %,1% 步进(默认 = 关闭),值“0” = Minilog 关闭 |
氩弧焊功能,能够使用焊枪开关在焊接电流和 Minilog 电流之间切换。参数由用户预设。点焊焊接是一种应用,例如当焊接位置改变时它也可以作为“暂停电流”。
选择 2T 焊枪开关逻辑后,此调整不可用。 |
| 下坡 |
最小/最大 = 0.0 s ...15.0 s,0.1 s 步进(默认 = 0.1 s) |
决定焊接电流逐渐减小到最终电流水平的时间的焊接功能。下坡时间值由用户预设。值为零意味着功能关闭。 |
| 滞后停气 |
最小/最大 = 0.0 s ...30.0 s,自动,0.1 s 步进(默认 = 自动) |
在电弧熄灭后继续提供保护气流的焊接功能。这确保了在电弧熄灭后热焊接不会与空气接触,从而保护焊缝和焊条。用于所有金属。特别是不锈钢和钛需要更长的滞后停气时间。 |
点焊中的可调整参数:
| 提前送气 |
最小/最大 = 0.0 s ...9.9 s,自动,0.1 s 步进(默认 = 自动) |
在引燃电弧前开始提供保护气流的焊接功能。这确保了在焊接开始时金属不会与空气接触。时间值由用户预设。用于所有金属,但特别适合不锈钢、铝和钛。
提升 TIG 点火打开时,此调整不可用。 |
| 上坡 |
最小/最大 = 0.0 s ...5.0 s,0.1 s 步进(默认 = 0.0 s) |
该焊接功能决定了焊接开始时焊接电流逐渐增加到所需电流水平的时间。上坡时间值由用户预设。值为零意味着功能关闭。 |
| 下坡 |
最小/最大 = 0.0 s ...15.0 s,0.1 s 步进(默认 = 0.1 s) |
决定焊接电流逐渐减小到最终电流水平的时间的焊接功能。下坡时间值由用户预设。值为零意味着功能关闭。 |
| 滞后停气 |
最小/最大 = 0.0 s ...30.0 s,自动,0.1 s 步进(默认 = 自动) |
在电弧熄灭后继续提供保护气流的焊接功能。这确保了在电弧熄灭后热焊接不会与空气接触,从而保护焊缝和焊条。用于所有金属。特别是不锈钢和钛需要更长的滞后停气时间。 |
MicroTack 焊接中的可调整参数:
| 提前送气 |
最小/最大 = 0.0 s ...9.9 s,自动,0.1 s 步进(默认 = 自动) |
在引燃电弧前开始提供保护气流的焊接功能。这确保了在焊接开始时金属不会与空气接触。时间值由用户预设。用于所有金属,但特别适合不锈钢、铝和钛。
提升 TIG 点火打开时,此调整不可用。 |
| 滞后停气 |
最小/最大 = 0.0 s ...30.0 s,自动,0.1 s 步进(默认 = 自动) |
在电弧熄灭后继续提供保护气流的焊接功能。这确保了在电弧熄灭后热焊接不会与空气接触,从而保护焊缝和焊条。用于所有金属。特别是不锈钢和钛需要更长的滞后停气时间。 |
交流模式中的可调整参数:
| 平衡 |
-60 % ...0 %(默认 = -25%) |
用于调节交流氩弧焊中的正负电流周期的功能。平均而言,低百分比意味着焊接电流更多地处于负周期,而高百分比则意味着焊接电流更多地处于正周期。 |
| 交流频率 |
30 Hz ...250 Hz(默认 = 60 Hz |
在交流氩弧焊中改变交流电流频率的功能。此设置可调整每秒的周期数。用于改变焊接电流的频率,以最好地匹配焊工的偏好和应用。 |
脉冲模式中的可调整参数:
| 脉冲电流 |
2 A ...电流最大 A,1 A 步进 * |
脉冲周期的较高电流水平。在氩弧焊中,其主要任务是创建熔池或增加熔池的热量。 |
| 脉冲比 |
10 % ...70 %,1 % 步进(默认 = 40 %)* |
确定整个脉冲周期时间有多少花费在脉冲电流上。 |
| 基值电流 |
10 % ...70 %,1 % 步进(默认 = 20 %),安培数可见 * |
脉冲周期的较低电流水平。在 TIG 焊接中,其主要任务是冷却熔池并保持电弧。 |
| 脉冲频率 |
(DC):0.2 Hz ... 300 Hz,1 Hz 步进(0.2 Hz ... 10 Hz,步进为 0.1 Hz)(默认 = 1 Hz)* |
确定每秒创建的脉冲周期数量 (Hz)。 |
| 脉冲频率 |
(AC):0.2 Hz ... 20 Hz,1 Hz 步进(0.2 Hz ... 10 Hz,步进为 0.1 Hz)(默认 = 1 Hz)* |
* 自动脉冲模式有不同的参数值,这些参数值无法调整。