Экран настроек
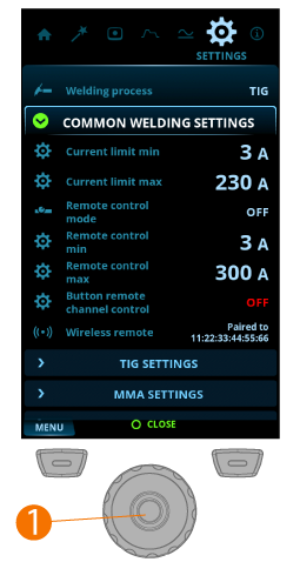
Для регулировки настроек:
| 1. | Перейдите на экран Настройки. |
| 2. | Вращайте регулятор (1) для перехода между группами настроек и параметрами. |
| 3. | Выберите параметр для регулировки или изменения нажатием кнопки регулятора (1). |
| 4. | Выполните регулировку или измените параметр путем вращения регулятора (1). |
| 5. | Закройте настройку параметра повторным нажатием кнопки регулятора (1). |

|
Некоторые из настроек зависят, например, от режима тока и сварочного процесса и соответствующим образом отображаются или не отображаются в меню настроек. |
Общие настройки сварки:
| Параметр | Значение | Примечание |
|---|---|---|
| Сварочный процесс | TIG / MMA (по умолчанию = TIG) | Выбор сварочного процесса приводит к автоматическому изменению последнего активного канала для выбранного процесса. |
| Предел тока, мин. | TIG: 2 А / MMA: 8 А, шаг 1 А * | |
| Предел тока, макс. | TIG: номинальное значение источника питания / MMA: макс. значение источника питания Ток MMA, шаг 1 А * | |
| Режим ДУ | Откл. / Дистанционный / Горелка (по умолчанию = Откл.) | При выборе пульта дистанционного управления или нагорелочного пульта дистанционного управления регулировка сварочного тока на панели управления отключается. |
| Мин. ДУ | Мин. = «Предел тока, мин.», Макс. = «Предел тока, макс.» | |
| Макс. ДУ | Мин. = «Предел тока, мин.», Макс. = «Предел тока, макс.» | |
| Кнопка ДУ каналами | Откл. / Вкл. (по умолчанию = Откл.) | |
| Беспроводной пульт дистанционного управления | При выборе автоматически запускается сопряжение | Новая информация о сопряжении заменяет старую информацию. Состояние сопряжения отображается в виде значение настройки. |
Настройки TIG:
| Параметр | Значение | Примечание |
|---|---|---|
| Тип электрода AC | По умолчанию / Зеленый | Тип электрода AC. Если вы используете зеленый тип электрода AC, выберите Зеленый. Значение по умолчанию применяется ко всем остальным типам электродов AC. |
| Ограничение баланса, мин. | -99 ... 0, шаг 1 (по умолчанию = -60) | |
| Ограничение баланса, макс. | 0 ... +20, шаг 1 (по умолчанию = 0) | |
| Ток Lift TIG | 5 А ... 40 А / Авто, шаг 1 А (по умолчанию = Авто = 10 А) | Контактный ток в начале зажигания Lift TIG. |
| Мощность HF-искры | 50 % ... 110 %, шаг 1 % (по умолчанию = 100 %) | Регулирует напряжение высокочастотной искры, которая используется для зажигания дуги. |
| DC Положительный ток зажигания | 30 % ... 150 % / Авто, шаг 1 % (по умолчанию = Авто) | Регулирует уровень тока положительной последовательности зажигания в режиме постоянного тока. Только в источниках питания ACDC. |
| DC Положительное время зажигания | 0 мс ... 200 мс / Авто, шаг 10 мс (по умолчанию = Авто) | Регулирует длительность положительной последовательности зажигания в режиме постоянного тока. Только в источниках питания ACDC. |
| DC Отрицательный ток зажигания | 100 % ... 300 % / Авто, шаг 1 % (по умолчанию = Авто) | Регулирует уровень тока отрицательной последовательности зажигания в режиме постоянного тока. Только в источниках питания ACDC. |
| Ток зажигания | 100 % ... 300 % / Авто, шаг 1 % (по умолчанию = Авто) | Регулирует ток отрицательной последовательности зажигания. Только в источниках питания DC. |
| DC Отрицательное время зажигания | 0 мс ... 950 мс / Авто, шаг 10 мс (по умолчанию = Авто) | Регулирует длительность отрицательной последовательности зажигания в режиме постоянного тока. Только в источниках питания ACDC. |
| Время зажигания | 0 мс ... 950 мс / Авто, шаг 10 мс (по умолчанию = Авто) | Регулирует длительность отрицательной последовательности зажигания. Только в источниках питания DC. |
| ACПоложительный ток зажигания | 30 % ... 150 % / Авто, шаг 1 % (по умолчанию = Авто) | Регулирует уровень тока положительной последовательности зажигания в режиме переменного тока. Только в источниках питания ACDC. |
| AC Положительное время зажигания | 0 мс ... 200 мс / Авто, шаг 10 мс (по умолчанию = Авто) | Регулирует длительность положительной последовательности зажигания в режиме переменного тока. Только в источниках питания ACDC. |
| AC Отрицательный ток зажигания | 100 % ... 300 % / Авто, шаг 1 % (по умолчанию = Авто) | Регулирует уровень тока отрицательной последовательности зажигания в режиме переменного тока. Только в источниках питания ACDC. |
| AC Отрицательное время зажигания | 0 мс ... 950 мс / Авто, шаг 10 мс (по умолчанию = Авто) | Регулирует длительность отрицательной последовательности зажигания в режиме переменного тока. Только в источниках питания ACDC. |
| Медленное нарастание тока | Откл. / Вкл. (по умолчанию = Откл.) | Это функция, которая автоматически обеспечивает медленное нарастание тока для предотвращения износа электрода, вызванного резким увеличением тока при высоких сварочных токах. Она используется, только когда сварочный ток превышает 100 А. |
| Начальный уровень | 5 % ... 40 %, шаг 1 % (по умолчанию = 25 %) | Уровень начала понижения сварочного тока. |
| Уровень отсеч. пониж. тока | 5 % ... 40 %, шаг 1 % (по умолчанию = 10 %) | Уровень завершения понижения сварочного тока. |
| Отсеч. пониж. тока 2T | Откл. / Вкл. (по умолчанию = Откл.) | Это функция, которая позволяет пользователю остановить понижение силы тока быстрым нажатием переключателя сварочной горелки. |
| Нелин. пониж. тока | 0 % ... 50 %, шаг 1 % (по умолчанию = 0 %) | Определяет уровень, до которого быстро понижается ток, после чего начинается нормальное снижение. |
| Фиксация тока | Откл. / Вкл. (по умолчанию = Откл.) | Сварочный ток можно зафиксировать на определенном уровне в процессе понижения, нажав кнопку горелки. |
| Антифриз для TIG | Откл. / Вкл. (по умолчанию = Откл.) | Функция, которая автоматически существенно понижает сварочной ток при касании заготовки электродом. Может, например, применяться для исключения нежелательного растворения материала электрода в свариваемом металле. |
| Ток перекл. фаз AC | 5 А ... 20 А / Авто | Изменяет уровень сварочного тока, при котором начитается переход через нуль. Влияет только на сварку TIG переменным током. |
Настройки MMA:
| Параметр | Значение | Примечание |
|---|---|---|
| Сварочный ток | Мин./Макс. = Пределы нормального сварочного тока | |
| Горячий старт | -10 ... +10, шаг 1 (по умолчанию = 0) | Функция сварки, которая повышает сварочный ток в начале сварного шва. После периода горячего старта ток падает до нормального уровня сварочного тока. Значения для уровня тока и продолжительности горячего старта предустанавливаются вручную. Это облегчает начало выполнения сварного шва, особенно для материалов на основе алюминия. |
| Давление дуги | -10 ... +10, шаг 1 (по умолчанию = 0) | Регулирует динамику короткого замыкания (жесткость) сварки MMA путем изменения, например, уровней тока. |
| Антифриз для MMA | Откл. / Вкл. (по умолчанию = Откл.) | Функция, которая автоматически существенно понижает сварочной ток при касании заготовки электродом. Ее можно использовать для исключения перегрева электрода MMA при его контакте с заготовкой. |
| Режим снижения напряжения | Откл. / Вкл. (по умолчанию = Откл.) | Эта настройка может быть зафиксирована и недоступна для изменения пользователем. В моделях оборудования, в которых режим снижения напряжения постоянно включен (например, модель AU), параметр режима снижения напряжения отображается в настройках, но недоступен для изменения. |
Настройки системы:
| Параметр | Значение | Примечание |
|---|---|---|
| Проверка подачи газа | Время проверки подачи газа: 0...60 с, шаг 1 с (по умолчанию = 20 c) | Активация этого параметра запускает проверку подачи газа в течение времени, заданного по умолчанию. Время можно регулировать путем вращения регулятора. Проверку подачи газа можно прервать повторным нажатием регулятора. |
| Блок водяного охлаждения | Откл. / Авто / Вкл. (по умолчанию = Авто) | |
| Монитор расхода охл. жидкости | Откл. / Вкл. (по умолчанию = Вкл.) | |
| Яркость | 10 % ... 100 %, шаг 1 % (по умолчанию = 100 %) | |
| Продолж. отобр. свар. данных | 1 с ... 10 с, шаг 1 с (по умолчанию = 5 с) | |
| Показать Weld Assist | Вкл. / Откл. (по умолчанию = Вкл.) | Утилита, подобная мастеру, предназначенная для облегчения выбора параметров сварки. Эта утилита предлагает пошаговый процесс выбора необходимых параметров и представляет выбор в легкодоступном виде для пользователя, не обладающего глубокими техническими знаниями. Доступна в панели управления MTP35X в семействе продукции MasterTig. |
| Заставка | по умолчанию = логотип Kemppi | В качестве заставки можно использовать альтернативное изображение. Более подробная информация приведена в разделе Заставка. |
| Время заставки | Откл. / 1 мин ... 120 мин, шаг 1 мин (по умолчанию = 5 мин) | |
| Дата | Установка даты (DD/MM/YYYY) | |
| Время (24 часа) | Установка времени (HH:MM) | |
| Язык | Установка языка | |
| Сброс до зав. парам... | Отмена / Пуск (по умолчанию = Отмена) | Пункт настроек, который активирует сброс устройства до заводских параметров. После выполнения сброса до заводских параметров источник питания нужно перезапустить вручную. |
* Диапазон тока, доступный для регулировки сварщику при сварке TIG:
| • | 2 А ... 130 А, шаг 1 А (MasterTig 235, ограниченный режим питания) |
| • | 2 А ... 235 А, шаг 1 А (MasterTig 235) |
| • | 2 А ... 305 А, шаг 1 А (MasterTig 325, 335) |
| • | 2 А ... 405 А, шаг 1 А (MasterTig 425) |
| • | По умолчанию = номинальное значение источника питания. |
* Диапазон тока, доступный для регулировки сварщику при сварке MMA:
| • | 8 А ... 85 А, шаг 1 А (MasterTig 235, ограниченный режим питания) |
| • | 8 А ... 185 А, шаг 1 А (MasterTig 235) |
| • | 8 А ... 255 А, шаг 1 А (MasterTig 325, 335) |
| • | 8 А ... 355 А, шаг 1 А (MasterTig 425) |
| • | По умолчанию = максимальное значение источника питания для сварки MMA. |