Visualização da sequência de Iniciar e parar
A visualização do diagrama de parâmetros facilita a identificação e configuração do parâmetro base. Desde o tempo de pré-gás até o tempo de pós-gás e tudo mais, você pode selecionar e ajustar rapidamente o valor do parâmetro necessário.
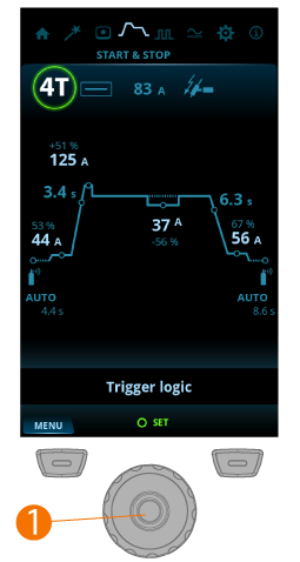
Para ajustar os parâmetros:
| 1. | Acesse a visualização da sequência de Iniciar e parar. |
| 2. | Gire o botão de controle (1) para navegar pelos parâmetros. |
| 3. | Selecione um parâmetro para ajuste pressionando o botão de controle (1). |
| 4. | Ajuste o parâmetro girando o botão de controle (1). |
| 5. | Feche a configuração de parâmetros pressionando o botão de controle (1). |
Parâmetros ajustáveis em todos os modos de soldagem:
| Parâmetro | Valor | Descrição |
|---|---|---|
| Lógica de disparo | 2T/4T/4T LOG/4T LOG + Minilog (padrão = 2T) | Tochas de soldagem têm dois modos de operação alternativos: 2T e 4T. Eles diferem na maneira como o gatilho opera. No modo 2T, você mantém o gatilho pressionado durante a soldagem, enquanto no modo 4T você pressiona e solta o gatilho para iniciar ou parar de soldar e usar funções de gatilho especiais, como o Minilog. |
| Modo de soldagem | Contínuo/Ponto/MicroTack | Soldagem contínua: A soldagem TIG normal, que não tem nenhum tempo de pausa. Soldagem por ponto: Função de soldagem TIG que produz automaticamente uma solda de duração predefinida. Os parâmetros são predefinidos pelo usuário. Esta função é usada para unir duas peças de materiais com solda ponto, por exemplo, unindo chapas finas com baixo aporte térmico. MicroTack: Função de soldagem TIG que otimiza as características de soldagem por ponto. Utilizado para solda ponto de chapas finas ou materiais de espessuras diferentes. Permite a criação rápida e fácil de soldas limpas com mínimo aporte térmico. |
| Corrente de soldagem | Padrão = 50 A | |
| Modo de ignição | Ignição TIG por tocar e levantar/Alta frequência (HF) | A maneira como o arco de solda é aceso. Na soldagem TIG, dois modos de ignição estão disponíveis: Ignição de alta frequência (HF) e ignição TIG por tocar e levantar. A ignição de HF usa um pulso de tensão para iniciar o arco, e a ignição TIG por tocar e levantar precisa de um contato físico entre o eletrodo e a peça de trabalho. |
Parâmetros ajustáveis em soldagem contínua:
| Parâmetro | Valor | Descrição |
|---|---|---|
| Pré-gás | 0,0 s a 10,0 s, Auto, passos de 0,1 s (padrão = automático) | Função de soldagem que inicia o fluxo de gás de proteção antes que o arco acenda. Isso garante que o metal não entre em contato com o ar no início da solda. O valor de tempo é predefinido pelo usuário. Usado para todos os metais, mas especialmente para aço inoxidável, alumínio e titânio. |
| Arco de busca | OFF/5% a 90%, passos de 1% (padrão = OFF) | Função de soldagem que permite usar um breve período de corrente baixa no início da solda. Isso permite um início preciso da soldagem. Os parâmetros são predefinidos pelo usuário. |
| Elevação | OFF/0,1 s a 5,0 s, passos de 0,1 s (padrão = 0,0 s) | Função de soldagem que determina o tempo durante o qual a corrente de soldagem aumenta gradualmente até o nível de corrente de soldagem desejado no começo da solda. O valor para o tempo de Elevação é predefinido pelo usuário. O valor zero significa que a função está desativada. |
| Nível da partida a quente | -80% a 100%, 1% passo (padrão = OFF, 0%) | Partida a quente: Função de soldagem que usa corrente de soldagem mais alta no início da solda. Após o período de partida a quente, a corrente cai para o nível de soldagem normal. Os valores para o nível de corrente de partida a quente e sua duração são predefinidos manualmente. Isso facilita o início da solda, especialmente com materiais de alumínio. |
| Tempo da partida a quente | 0,1 s a 5,0 s, passo de 0,1 s (padrão = 1,2 s) | Não está disponível com a lógica de disparo 4T. |
| Nível Minilog | -99% a 125%, passos de 1% (padrão = OFF, 0%) | Minilog: Função de soldagem TIG que permite usar o interruptor da tocha para alternar entre a corrente de soldagem e a corrente Minilog. Os parâmetros são predefinidos pelo usuário. A soldagem por solda ponto é uma aplicação e também funciona como uma “corrente de pausa” quando a posição de soldagem muda, por exemplo. |
| Inclinação descendente | OFF/0,1 s a 15,0 s (padrão = 0,1 s) | Função de soldagem que determina o tempo durante o qual a corrente de soldagem diminui gradualmente até o nível de corrente final. O valor do tempo de inclinação descendente é predefinido pelo usuário. O valor zero significa que a função está desativada. |
| Arco de fuga | OFF / 5% a 90% (padrão = OFF) | Função de soldagem que permite usar um breve período de corrente baixa no final da solda. Isso reduz os defeitos de soldagem causados pela cratera final. Os parâmetros são predefinidos pelo usuário. O valor zero significa que a função está desativada. |
| Pós-gás | 0,1 s a 30,0 s/AUTO, passos de 0,1 s. | Função de soldagem que continua o fluxo de gás de proteção após o arco ter se extinguido. Isso garante que a solda quente não entre em contato com o ar após a extinção do arco, protegendo a solda e também o eletrodo. Usada para todos os metais. Em especial, o aço inoxidável e o titânio exigem tempos de pós-gás mais longos. |
Parâmetros ajustáveis na soldagem por ponto:
| Parâmetro | Valor | Descrição |
|---|---|---|
| Pré-gás | 0,0 s a 10,0 s, Auto, passos de 0,1 s (padrão = automático) | Função de soldagem que inicia o fluxo de gás de proteção antes que o arco acenda. Isso garante que o metal não entre em contato com o ar no início da solda. O valor de tempo é predefinido pelo usuário. Usado para todos os metais, mas especialmente para aço inoxidável, alumínio e titânio. |
| Elevação | OFF/0,1 s a 5,0 s, passos de 0,1 s (padrão = 0,0 s) | Função de soldagem que determina o tempo durante o qual a corrente de soldagem aumenta gradualmente até o nível de corrente de soldagem desejado no começo da solda. O valor para o tempo de Elevação é predefinido pelo usuário. O valor zero significa que a função está desativada. |
| Tempo de ponto | 0,0 s a 10,0 s, passos de 0,1 s (padrão = 2,0 s) | Soldagem por ponto: Função de soldagem TIG que produz automaticamente uma solda de duração predefinida. Os parâmetros são predefinidos pelo usuário. Esta função é usada para unir duas peças de materiais com solda ponto, por exemplo, unindo chapas finas com baixo aporte térmico. |
| Inclinação descendente | OFF/0,1 s a 15,0 s (padrão = 0,1 s) | Função de soldagem que determina o tempo durante o qual a corrente de soldagem diminui gradualmente até o nível de corrente final. O valor do tempo de inclinação descendente é predefinido pelo usuário. O valor zero significa que a função está desativada. |
| Pós-gás | 0,1 s a 30,0 s/AUTO, passos de 0,1 s (padrão = automático) | Função de soldagem que continua o fluxo de gás de proteção após o arco ter se extinguido. Isso garante que a solda quente não entre em contato com o ar após a extinção do arco, protegendo a solda e também o eletrodo. Usada para todos os metais. Em especial, o aço inoxidável e o titânio exigem tempos de pós-gás mais longos. |
Parâmetros ajustáveis na soldagem MicroTack:
| Parâmetro | Valor | Descrição |
|---|---|---|
| Pré-gás | 0,0 s a 10,0 s, Auto, passos de 0,1 s (padrão = automático) | Função de soldagem que inicia o fluxo de gás de proteção antes que o arco acenda. Isso garante que o metal não entre em contato com o ar no início da solda. O valor de tempo é predefinido pelo usuário. Usado para todos os metais, mas especialmente para aço inoxidável, alumínio e titânio. |
| Tempo de ponto MicroTack | 1 ms a 200 ms, passos de 1 ms (padrão = 10 ms) | Soldagem MicroTack: Função de soldagem TIG que otimiza as características de soldagem por ponto. Utilizado para solda ponto de chapas finas ou materiais de espessuras diferentes. Permite a criação rápida e fácil de soldas limpas com mínimo aporte térmico. |
| Tempo de pausa MicroTack | 50 ms a 500 ms, passos de 1 ms (padrão = 50 ms) | Isso não é visível nas configurações se a contagem de pulsos MicroTack for de apenas um. |
| Contagem de ponto MicroTack | 1 a 5/infinito, passos de 1 (padrão = 1) | Se a ignição TIG por tocar e levantar for usada, o gráfico MicroTack mostrará apenas um ponto e o parâmetro de contagem de pontos não estará visível. |
| Pós-gás | 0,1 s a 30,0 s/AUTO, passos de 0,1 s (padrão = automático) | Função de soldagem que continua o fluxo de gás de proteção após o arco ter se extinguido. Isso garante que a solda quente não entre em contato com o ar após a extinção do arco, protegendo a solda e também o eletrodo. Usada para todos os metais. Em especial, o aço inoxidável e o titânio exigem tempos de pós-gás mais longos. |