Visualização Configurações
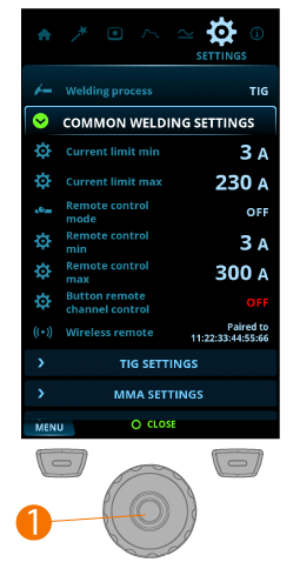
Para ajustar as configurações:
| 1. | Vá para a visualização Configurações. |
| 2. | Gire o botão de controle (1) para navegar pelos grupos e parâmetros de configurações. |
| 3. | Selecione um parâmetro a ser ajustado ou alterado pressionando o botão de controle (1). |
| 4. | Ajuste ou altere a configuração girando o botão de controle (1). |
| 5. | Feche a configuração de parâmetros pressionando o botão de controle (1). |

|
Algumas das configurações são, por exemplo, o modo de corrente e o processo de soldagem específico e estão visíveis ou não no menu de configurações. |
Configurações comuns de soldagem:
| Parâmetro | Valor | Nota |
|---|---|---|
| Processo de soldagem | TIG/MMA (padrão = TIG) | A seleção de um processo de soldagem muda automaticamente para o último canal ativo para o processo selecionado. |
| Limite de corrente mínimo | TIG: 2 A/MMA: 8 A, passos de 1 A * | |
| Limite de corrente máximo | TIG: valor nominal da fonte de energia/MMA: potência máxima da fonte. Corrente MMA, passos de 1 A * | |
| Modo de controle remoto | DESLIGADO/Remoto/Tocha (padrão = DESLIGADO) | Quando um controle remoto ou um controle remoto da tocha é selecionado, o ajuste de corrente de soldagem no painel de controle é desativado. |
| Controle remoto mínimo | Mín = “Limite de corrente mínima”, Máx = “Limite de corrente máxima” | |
| Controle remoto máximo | Mín = “Limite de corrente mínima”, Máx = “Limite de corrente máxima” | |
| Botão de controle remoto de canal | DESLIGADO/LIGADO (padrão = DESLIGADO) | |
| Controle remoto sem fio | O pareamento é iniciado automaticamente quando selecionado | As novas informações de emparelhamento substituem as informações antigas. O status do pareamento é mostrado como o valor das configurações. |
Configurações TIG:
| Parâmetro | Valor | Nota |
|---|---|---|
| Tipo de elétrodo CA | Predefinição / Verde | Tipo de elétrodo CA. Se estiver a utilizar o tipo de elétrodo CA verde, selecione Verde. A predefinição aplica-se a todos os outros tipos de eléctrodos CA. |
| Limite de balanço mínimo | -99 a 0, passos de 1 (padrão = -60) | |
| Limite de balanço máximo | 0 a +20, passos de 1 (padrão = 0) | |
| Corrente Lift TIG | 5 A a 40 A/Auto, passos de 1 A (padrão = Auto = 10 A) | Corrente de contato no início da ignição TIG por tocar e levantar. |
| Força de alta frequência da faísca | 50% a 110%, passos de 1% (padrão = 100%) | Ajusta a tensão da faísca de alta frequência usada na ignição. |
| CC Corrente de ignição positiva | 30% a 150%/Auto, passos de 1% (padrão = Auto) | Ajusta o nível de corrente da sequência de ignição positiva no modo de corrente CC. Apenas em fontes de alimentação CA/CC. |
| CC Tempo de ignição positiva | 0 ms a 200 ms/Auto, passos de 10 ms (padrão = Auto) | Ajusta a duração da sequência de ignição positiva no modo de corrente CC. Apenas em fontes de alimentação CA/CC. |
| CC Corrente de ignição negativa | 100% a 300%/Auto, passos de 1% (padrão = Auto) | Ajusta o nível de corrente da sequência de ignição negativa no modo de corrente CC. Apenas em fontes de alimentação CA/CC. |
| Corrente de ignição | 100% a 300%/Auto, passos de 1% (padrão = Auto) | Ajusta o nível corrente da sequência de ignição negativa. Apenas em fontes de alimentação CC. |
| CC Tempo de ignição negativa | 0 ms a 950 ms/Auto, passos de 10 ms (padrão = Auto) | Ajusta a duração da sequência de ignição negativa no modo de corrente de ignição CC. Apenas em fontes de alimentação CA/CC. |
| Tempo de ignição | 0 ms a 950 ms/Auto, passos de 10 ms (padrão = Auto) | Ajusta a duração da sequência de ignição negativa. Apenas em fontes de alimentação CC. |
| CA Corrente de ignição positiva | 30% a 150%/Auto, passos de 1% (padrão = Auto) | Ajusta o nível de corrente da sequência de ignição positiva no modo de corrente CA. Apenas em fontes de alimentação CA/CC. |
| CA Tempo de ignição positiva | 0 ms a 200 ms/Auto, passos de 10 ms (padrão = Auto) | Ajusta a duração da sequência de ignição positiva no modo de corrente CA. Apenas em fontes de alimentação CA/CC. |
| CA Corrente de ignição negativa | 100% a 300%/Auto, passos de 1% (padrão = Auto) | Ajusta o nível de corrente da sequência de ignição negativa no modo de corrente de ignição CA. Apenas em fontes de alimentação CA/CC. |
| CA Tempo de ignição negativa | 0 ms a 950 ms/Auto, passos de 10 ms (padrão = Auto) | Ajusta a duração da sequência de ignição negativa no modo de corrente CA. Apenas em fontes de alimentação CA/CC. |
| Elevação suave | DESLIGADO/LIGADO (padrão = DESLIGADO) | Esta é uma função que cria automaticamente uma ligeira inclinação ascendente para evitar o desgaste do eletrodo causado por aumentos repentinos de corrente com altas correntes de soldagem. Esta função terá efeito somente quando a corrente de soldagem for de 100 A ou mais. |
| Nível inicial | 5 % a 40 %, passos de 1 % (padrão = 25 %) | O ponto da corrente de soldagem em que a inclinação ascendente começa. |
| Nível de inclinação descendente | 5% a 40%, passos de 1% (padrão = 10%) | O ponto da corrente de soldagem em que a inclinação descendente termina. |
| Corte de inclinação descendente 2T | DESLIGADO/LIGADO (padrão = DESLIGADO) | Esta é uma função que permite ao usuário finalizar a rampa de inclinação descendente da corrente com um toque rápido do interruptor da tocha. |
| Inclinação descendente não progressiva | 0% a 50%, passos de 1% (padrão = 0%) | Determina um ponto ao qual a corrente abaixa o mais rápido possível e então inicia a inclinação descendente normal. |
| Congelamento da corrente | DESLIGADO/LIGADO (padrão = DESLIGADO) | A corrente de soldagem pode ser congelada em certo nível durante a inclinação descendente pressionando-se o gatilho. |
| Anticongelante TIG | DESLIGADO/LIGADO (padrão = DESLIGADO) | Uma função que reduz automática e significativamente a corrente de soldagem quando o eletrodo está em contato com a peça de trabalho. Pode ser usada, por exemplo, para evitar a diluição indesejada do eletrodo para o metal soldado. |
| Corrente de troca de fase CA | 5 A a 20 A/Auto | Muda o ponto da corrente de soldagem no qual começa a passagem pelo zero. Afeta somente a soldagem TIG CA. |
Configurações MMA:
| Parâmetro | Valor | Nota |
|---|---|---|
| Corrente de soldagem | Mín/Máx = Limites normais de corrente de soldagem | |
| Partida a quente | -10 a +10, passos de 1 (padrão = 0) | Função de soldagem que usa corrente de soldagem mais alta no início da solda. Após o período de partida a quente, a corrente cai para o nível de soldagem normal. Os valores para o nível de corrente de partida a quente e sua duração são predefinidos manualmente. Isso facilita o início da solda, especialmente com materiais de alumínio. |
| Força do arco | -10 a +10, passos de 1 (padrão = 0) | Ajusta as dinâmicas de curto-circuito [rigidez] da soldagem MMA alterando, por exemplo, os níveis de corrente. |
| Anticongelante MMA | DESLIGADO/LIGADO (padrão = DESLIGADO) | Uma função que reduz automática e significativamente a corrente de soldagem quando o eletrodo está em contato com a peça de trabalho. Pode ser usada para evitar que um eletrodo MMA fique muito quente quando em contato com a peça de trabalho. |
| Modo VRD | DESLIGADO/LIGADO (padrão = DESLIGADO) | Essa configuração pode ser travada para que o usuário não possa alterá-la. Nos modelos de equipamento em que o modo VRD está permanentemente travado acionado (por exemplo, o modelo AU), a opção VRD ainda é visível nas configurações, mas não pode ser alterada. |
Configurações do sistema:
| Parâmetro | Valor | Nota |
|---|---|---|
| Teste de gás | Tempo de teste de gás: 0 s ... 60 s, passo 1 s (padrão = 20 s) | Ao ativar, inicia o teste de gás com o tempo padrão. O tempo pode ser alterado girando o botão de controle. O teste de gás pode ser interrompido ao pressionar o botão de controle novamente. |
| Resfriador a líquido | DESLIGADO/Auto/LIGADO (padrão = Auto) | |
| Medidor de fluxo do resfriador | DESLIGADO/LIGADO (padrão = LIGADO) | |
| Brilho | 10% a 100%, passos de 1% (padrão = 100%) | |
| Data dos dados de soldagem | 1 s a 10 s, passos de 1 s (padrão = 5 s) | |
| Exibir o Weld Assist | ON/OFF (padrão = ON) | Um utilitário semelhante a um assistente para facilitar a seleção de parâmetros de soldagem. O utilitário orienta o usuário passo a passo por meio da seleção dos parâmetros necessários, apresentando as seleções de uma maneira facilmente compreensível para um usuário não técnico. Disponível no painel de controle MTP35X da família de produtos MasterTig. |
| Protetor de tela | Padrão = logotipo da Kemppi | Uma imagem alternativa de proteção de tela pode ser usada. Para mais informações, consulte Protetor de tela. |
| Tempo da proteção de tela | DESLIGADA/1 min a 120 min, passos de 1 min (padrão = 5 min) | |
| Data | Configuração de data (DD/MM/AAAA) | |
| Hora (24 h): | Ajuste da hora (HH:MM) | |
| Idioma | Configuração de idioma | |
| Padrão de fábrica... | Cancelar/Iniciar (padrão = Cancelar) | Itens de configurações que ativam a redefinição de fábrica para restaurar as configurações de fábrica no dispositivo. Quando a redefinição de fábrica estiver concluída, a fonte de energia deverá ser reiniciada manualmente. |
* Escala de corrente ajustável pelo soldador na soldagem TIG:
| • | 2 A a 130 A, passos de 1 A (MasterTig 235, modo de fornecimento limitado) |
| • | 2 A a 235 A, passos de 1 A (MasterTig 235) |
| • | 2 A a 305 A, passos de 1 A (MasterTig 325, 335) |
| • | 2 A a 405 A, passos de 1 A (MasterTig 425) |
| • | Padrão = valor nominal da fonte de energia. |
* Faixa de corrente ajustável pelo soldador em soldagem MMA:
| • | 8 A a 85 A, passos de 1 A (MasterTig 235, modo de fornecimento limitado) |
| • | 8 A a 185 A, passos de 1 A (MasterTig 235) |
| • | 8 A a 255 A, passos de 1 A (MasterTig 325, 335) |
| • | 8 A a 355 A, passos de 1 A (MasterTig 425) |
| • | Padrão = corrente MMA máxima da fonte de energia. |