Affichage des séquences de démarrage et d'arrêt
L'affichage en diagramme des paramètres facilite l'identification et le réglage des paramètres de base. Par exemple, il est possible de sélectionner et ajuster la valeur des durées de pré-gaz et de post-gaz.
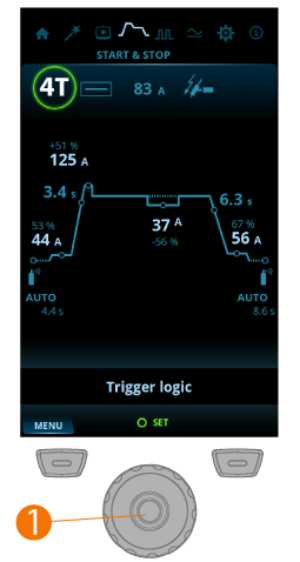
Pour ajuster les paramètres :
| 1. | Afficher la fenêtre des séquences Start & stop. |
| 2. | Pour parcourir les paramètres, tourner le bouton de commande (1). |
| 3. | Pour sélectionner le paramètre à modifier, appuyer sur le bouton de commande (1). |
| 4. | Pour régler le paramètre sélectionné, tourner le bouton de commande (1). |
| 5. | Pour fermer cette fenêtre de configuration, appuyer sur le bouton de commande (1). |
Paramètres ajustables dans tous les modes de soudage :
| Paramètre | Valeur | Description |
|---|---|---|
| Logique de déclenchement | 2T / 4T / 4T LOG / 4T LOG + Minilog (par défaut : 2T) | Les torches de soudage disposent de deux modes de fonctionnement : 2T et 4T. Ils se distinguent par le mode d'utilisation de la gâchette. En mode 2T, l'utilisateur maintient la gâchette appuyée pendant le soudage. En mode 4T, il appuie sur la gâchette puis la relâche pour démarrer ou arrêter le soudage, ainsi que pour utiliser des fonctions spéciales telles que Minilog. |
| Mode soudage | Continu / Par points / MicroTack | Soudage en continu: Soudage TIG normal, sans interruptions. Soudage par points: Fonction de soudage TIG permettant de produire automatiquement une soudure de durée prédéterminée. Les paramètres sont prédéfinis par l'utilisateur. Cette fonction permet de souder deux pièces avec de simples points de soudure, par exemple pour assembler des tôles fines avec un faible apport de chaleur. MicroTack: Fonction de soudage TIG permettant d'optimiser les caractéristiques de soudage par points. Elle est utilisée pour le pointage de tôles fines ou de matériaux d'épaisseurs différentes. Elle permet de créer rapidement et facilement des soudures par points nettes, avec un apport de chaleur minimal. |
| Courant de soudage | Par défaut : 50 A | |
| Mode d'amorçage | Amorçage Lift TIG / haute fréquence (HF) | Méthode d'amorçage de l'arc de soudage. En soudage TIG, il existe deux modes d'amorçage possibles, l'amorçage Lift TIG ou à haute fréquence (HF) L'amorçage HF utilise une impulsion de tension pour initier l'arc. L'amorçage Lift TIG nécessite un contact physique entre l'électrode et la pièce. |
Paramètres ajustables pour le soudage en courant continu :
| Paramètre | Valeur | Description |
|---|---|---|
| Pré-gaz | 0,0 s … 10,0 s, Auto, par étapes de 0,1 s (par défaut : Auto) | Fonction de soudage déclenchant le débit de gaz de protection avant l'amorçage de l'arc. Elle évite au métal d'entrer en contact avec l'air au début de la soudure. La durée de pré-gaz est prédéfinie par l'utilisateur. Cette fonctionnalité est adaptée à tous les métaux, en particulier l'acier inoxydable, l'aluminium et le titane. |
| Recherche arc | OFF / 5 % ... 90 %, par étapes de 1 % (par défaut : OFF) | Fonction permettant d'utiliser brièvement un courant de soudage faible au début du soudage, afin d'obtenir un démarrage précis du soudage. Les paramètres sont prédéfinis par l'utilisateur. |
| Amorçage progressif | OFF / 0,1 s ... 5,0 s, par étapes de 0,1 s (par défaut : 0,0 s) | Fonction de soudage qui détermine un délai pendant lequel, après l'amorçage, le courant de soudage augmente progressivement jusqu'au niveau souhaité. Cette durée d'amorçage progressif est prédéfinie par l'utilisateur. Avec la valeur zéro, la fonction est désactivée. |
| Niveau surintensité à l'amorç. | -80 % ... 100 %, par étapes de 1 % (par défaut : OFF, 0 %) | Surintensité à l'amorçage: Fonction permettant d'utiliser un courant de soudage plus élevé au début du soudage. Après la période de surintensité à l'amorçage, le courant baisse à un niveau de courant de soudage normal. Les valeurs de niveau et de durée de la surintensité à l'amorçage sont préréglées manuellement. Cette fonction facilite le démarrage du soudage, en particulier avec les matériaux en aluminium. |
| Durée surintensité à l'amorç. | 0,1 s ... 5,0 s, par étapes de 0,1 s (par défaut : 1,2 s) | Cette option n'est pas disponible avec la logique de déclenchement 4T. |
| Niveau MiniLog | -99 % ... 125 %, par étapes de 1 % (par défaut : OFF, 0 %) | Minilog: Fonction de soudage TIG permettant d’utiliser le commutateur de la torche pour alterner entre le courant de soudage et le courant Minilog. Les paramètres sont prédéfinis par l'utilisateur. Cette fonction permet de souder par-dessus des points déjà réalisés, mais aussi d'appliquer un « courant de pause » lorsque la position de soudage change, par exemple. |
| Amorçage décroissant | OFF / 0,1 s ... 15,0 s (par défaut : 0,1 s) | Fonction de soudage qui détermine un délai pendant lequel le courant de soudage diminue progressivement jusqu'au niveau du courant de fin. Cette durée de décroissance est prédéfinie par l'utilisateur. Avec la valeur zéro, la fonction est désactivée. |
| Arc d'extrémité | OFF / 5 % ... 90 % (par défaut : OFF) | Fonction permettant d'utiliser brièvement un courant de soudage faible à la fin du soudage. Elle permet de réduire les défauts de soudage causés par la formation de cratères (soufflures de fin de soudage). Les paramètres sont prédéfinis par l'utilisateur. Avec la valeur zéro, la fonction est désactivée. |
| Post-gaz | 0,1 s ... 30,0 s / AUTO, par étapes de 0,1 s | Fonction de soudage préservant le débit de gaz de protection après l'extinction de l'arc. Cette fonctionnalité évite à la soudure chaude d'entrer en contact avec l'air après l'extinction de l'arc, protégeant ainsi la soudure et l'électrode. Elle est utilisable avec tous les métaux. L'acier inoxydable et le titane, en particulier, nécessitent des temps de post-gaz plus longs. |
Paramètres ajustables pour le soudage par points :
| Paramètre | Valeur | Description |
|---|---|---|
| Pré-gaz | 0,0 s … 10,0 s, Auto, par étapes de 0,1 s (par défaut : Auto) | Fonction de soudage déclenchant le débit de gaz de protection avant l'amorçage de l'arc. Elle évite au métal d'entrer en contact avec l'air au début de la soudure. La durée de pré-gaz est prédéfinie par l'utilisateur. Cette fonctionnalité est adaptée à tous les métaux, en particulier l'acier inoxydable, l'aluminium et le titane. |
| Amorçage progressif | OFF / 0,1 s ... 5,0 s, par étapes de 0,1 s (par défaut : 0,0 s) | Fonction de soudage qui détermine un délai pendant lequel, après l'amorçage, le courant de soudage augmente progressivement jusqu'au niveau souhaité. Cette durée d'amorçage progressif est prédéfinie par l'utilisateur. Avec la valeur zéro, la fonction est désactivée. |
| Durée points | 0,0 s … 10,0 s, par étapes de 0,1 s (par défaut : 2,0 s) | Soudage par points: Fonction de soudage TIG permettant de produire automatiquement une soudure de durée prédéterminée. Les paramètres sont prédéfinis par l'utilisateur. Cette fonction permet de souder deux pièces avec de simples points de soudure, par exemple pour assembler des tôles fines avec un faible apport de chaleur. |
| Amorçage décroissant | OFF / 0,1 s ... 15,0 s (par défaut : 0,1 s) | Fonction de soudage qui détermine un délai pendant lequel le courant de soudage diminue progressivement jusqu'au niveau du courant de fin. Cette durée de décroissance est prédéfinie par l'utilisateur. Avec la valeur zéro, la fonction est désactivée. |
| Post-gaz | 0,1 s ... 30,0 s / AUTO, par étapes de 0,1 s (par défaut : Auto) | Fonction de soudage préservant le débit de gaz de protection après l'extinction de l'arc. Cette fonctionnalité évite à la soudure chaude d'entrer en contact avec l'air après l'extinction de l'arc, protégeant ainsi la soudure et l'électrode. Elle est utilisable avec tous les métaux. L'acier inoxydable et le titane, en particulier, nécessitent des temps de post-gaz plus longs. |
Paramètres ajustables pour le soudage MicroTack :
| Paramètre | Valeur | Description |
|---|---|---|
| Pré-gaz | 0,0 s … 10,0 s, Auto, par étapes de 0,1 s (par défaut : Auto) | Fonction de soudage déclenchant le débit de gaz de protection avant l'amorçage de l'arc. Elle évite au métal d'entrer en contact avec l'air au début de la soudure. La durée de pré-gaz est prédéfinie par l'utilisateur. Cette fonctionnalité est adaptée à tous les métaux, en particulier l'acier inoxydable, l'aluminium et le titane. |
| Durée points MicroTack | 1 ms ... 200 ms, par étapes de 1 ms (par défaut : 10 ms) | Soudage MicroTack: Fonction de soudage TIG permettant d'optimiser les caractéristiques de soudage par points. Elle est utilisée pour le pointage de tôles fines ou de matériaux d'épaisseurs différentes. Elle permet de créer rapidement et facilement des soudures par points nettes, avec un apport de chaleur minimal. |
| Durée pause MicroTack | 50 ms ... 500 ms, par étapes de 1 ms (par défaut : 50 ms) | Cette option ne figure pas dans les réglages si le nombre d'impulsions en MicroTack est à 1. |
| Nombre points MicroTack | 1 ... 5 / infini, par étapes de 1 (par défaut = 1) | Si le mode TIG Lift est activé, le graphique MicroTack n'affiche qu'un seul point et le paramètre de comptage des points n'est pas affiché. |
| Post-gaz | 0,1 s ... 30,0 s / AUTO, par étapes de 0,1 s (par défaut : Auto) | Fonction de soudage préservant le débit de gaz de protection après l'extinction de l'arc. Cette fonctionnalité évite à la soudure chaude d'entrer en contact avec l'air après l'extinction de l'arc, protégeant ainsi la soudure et l'électrode. Elle est utilisable avec tous les métaux. L'acier inoxydable et le titane, en particulier, nécessitent des temps de post-gaz plus longs. |