Fenêtre des paramètres
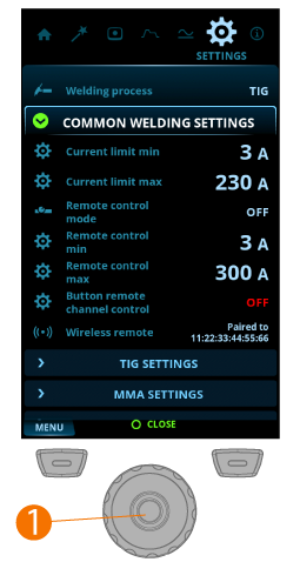
Pour ajuster les paramètres :
| 1. | Ouvrir la fenêtre Paramètres. |
| 2. | Pour parcourir les groupes de réglage et les paramètres, tourner le bouton de commande (1). |
| 3. | Pour sélectionner le paramètre à modifier, appuyer sur le bouton de commande (1). |
| 4. | Pour régler le paramètre sélectionné, tourner le bouton de commande (1). |
| 5. | Pour fermer cette fenêtre de configuration, appuyer sur le bouton de commande (1). |

|
Certains paramètres sont spécifiques au mode de courant et au procédé de soudage, et peuvent donc ne pas apparaître dans le menu des paramètres. |
Paramètres de soudage communs :
| Paramètre | Valeur | Remarque |
|---|---|---|
| Procédé de soudage | TIG / MMA (par défaut : TIG) | La sélection d'un procédé de soudage active automatiquement le dernier canal actif pour le procédé sélectionné. |
| Limite courant min. | TIG : 2 A / MMA : 8 A, par étapes de 1 A * | |
| Limite courant max. | TIG : valeur nominale de la source de puissance / MMA : puissance maximale de la source d'alimentation en MMA, par étapes de 1 A * | |
| Mode commande à distance | OFF / Télécommande / Torche (par défaut : OFF) | Lorsqu'une télécommande ou la commande à distance de la torche est sélectionnée, le réglage du courant de soudage sur le panneau de commandes est désactivé. |
| Min. commande à distance | Min. = limite basse de courant, Max. = limite haute de courant | |
| Max. commande à distance | Min. = limite basse de courant, Max. = limite haute de courant | |
| Bouton de contrôle à distance canaux mémoire | OFF / ON (par défaut : OFF) | |
| Commande à distance sans fil | L'association débute automatiquement lorsque cette option est activée | Les nouvelles informations d'association remplacent les anciennes. Le statut d'association est indiqué comme valeur de paramètre. |
Paramètres TIG :
| Paramètre | Valeur | Remarque |
|---|---|---|
| Limite balance min. | -99 ... 0, par étapes de 1 (par défaut = -60) | |
| Limite balance max. | 0 ... +20, par étapes de 1 (par défaut : 0) | |
| Courant TIG Lift | 5 A ... 40 A / Auto, par étapes de 1 A (par défaut = Auto = 10 A) | Courant de contact au début de l'amorçage TIG Lift. |
| Force étincelle HF | 50 % ... 110 %, par étapes de 1 % (par défaut = 100 %) | Réglage de la tension de l’étincelle à haute fréquence utilisée pour l’amorçage. |
| Courant d'amorçage positif | 30 % ... 150 % / Auto, par étapes de 1 % (par défaut : Auto) | Réglage du niveau de courant de la séquence d’amorçage positif. Cette option concerne uniquement les sources d'alimentation ACDC (TIG). |
| Durée d'amorçage positif | 0 ms ... 200 ms / Auto, par étapes de 10 ms (par défaut : Auto) | Réglage de la durée de la séquence d’amorçage positif. Cette option concerne uniquement les sources d'alimentation ACDC (TIG). |
| Courant d'amorçage négatif | (ACDC) : 100 % ... 300 % / Auto, par étapes de 1 % (par défaut : Auto) | Réglage du niveau de courant de la séquence d’amorçage négatif (TIG). |
| Courant d'amorçage | (DC) : 100 % ... 300 % / Auto, par étapes de 1 % (par défaut : Auto) | |
| Durée d'amorçage négatif | (ACDC) : 0 ms ... 950 ms / Auto, par étapes de 10 ms (par défaut : Auto) | Réglage de la durée de la séquence d’amorçage négatif (TIG). |
| Durée d'amorçage | (DC) : 0 ms ... 950 ms / Auto, par étapes de 10 ms (par défaut : Auto) | |
| Amorçage progressif léger | OFF / ON (par défaut : OFF) | Cette fonction crée automatiquement un léger amorçage progressif pour éviter l’usure des électrodes provoquée par l’augmentation soudaine du courant en cas de courants de soudage élevés. Cette fonction n'a d'effet que lorsque le courant de soudage est égal ou supérieur à 100 A. |
| Niveau de démarrage | 5 % ... 40 %, par étapes de 1 % (par défaut : 10 %) | Niveau initial du courant de soudage en amorçage progressif. |
| Coupure amorçage décroiss. | 5 % ... 40 %, par étapes de 1 % (par défaut : 10 %) | Niveau final du courant de soudage en amorçage décroissant. |
| Coupure amorçage décroissant 2T | OFF / ON (par défaut : OFF) | Cette fonction désactive l'amorçage décroissant d'un simple appui sur l'interrupteur de la torche. |
| Amorçage décr. non lin. | 0 % ... 50 %, par étapes de 1 % (par défaut : 0 %) | Réglage du point auquel le courant diminue le plus rapidement possible avant de commencer à décroître normalement. |
| Collage courant | OFF / ON (par défaut : OFF) | Un appui sur la gâchette permet de maintenir le courant de soudage à un certain niveau pendant l'amorçage décroissant. |
| Anti-collage TIG | OFF / ON (par défaut : OFF) | Cette fonction réduit automatiquement le courant de soudage lorsque l’électrode touche la pièce ouvrée. Elle permet par exemple d'éviter une dilution indésirable de l'électrode dans le métal soudé. |
| Courant - chang. de phase | 5 A - 20 A / Auto | Modification du point de passage à zéro du courant de soudage. Cette option concerne uniquement le TIG alternatif. |
Paramètres MMA :
| Paramètre | Valeur | Remarque |
|---|---|---|
| Courant de soudage | Min. / Max. = limites normales du courant de soudage | |
| Surintensité à l'amorçage | -10 ... +10, par étapes de 1 (par défaut = 0) | Fonction permettant d'utiliser un courant de soudage plus élevé au début du soudage. Après la période de surintensité à l'amorçage, le courant baisse à un niveau de courant de soudage normal. Les valeurs de niveau et de durée de la surintensité à l'amorçage sont préréglées manuellement. Cette fonction facilite le démarrage du soudage, en particulier avec les matériaux en aluminium. |
| Dureté de l'arc | -10 ... +10, par étapes de 1 (par défaut = 0) | Réglage de la dynamique de court-circuit (dureté de l'arc) en soudage MMA en modifiant, par exemple, les niveaux de courant. |
| Anti-collage MMA | OFF / ON (par défaut : OFF) | Cette fonction réduit automatiquement le courant de soudage lorsque l’électrode touche la pièce ouvrée. Elle permet d'éviter la surchauffe de l’électrode MMA au contact de la pièce. |
| Mode VRD | OFF / ON (par défaut : OFF) | Il est possible de verrouiller ce paramètre pour empêcher l'utilisateur de le changer. Dans les modèles avec lesquels le mode VRD est verrouillé en permanence (par exemple, le modèle pour le marché australien), l'option VRD est toujours visible dans les paramètres, mais elle ne peut pas être modifiée. |
Paramètres système :
| Paramètre | Valeur | Remarque |
|---|---|---|
| Test du gaz | Durée de test de gaz : 0 s - 60 s, par étapes de 1 s (par défaut = 20 s) | Un appui sur ce bouton déclenche le test de gaz pendant la durée par défaut. Pour modifier la durée du test de gaz, tourner le bouton de commande. Il est possible d'interrompre le test de gaz en appuyant à nouveau sur le bouton. |
| Refroidisseur à eau | OFF / AUTO / ON (par défaut : Auto) | |
| Surveillance débit refroidisseur | OFF / ON (par défaut : ON) | |
| Luminosité | 10 % ... 100 %, par étapes de 1 % (par défaut = 100 %) | |
| Durée paramètres de soudage | 1 s ... 10 s, par étapes de 1 s (par défaut = 5 s) | |
| Afficher Weld Assist | ON/OFF (par défaut : ON) | Utilitaire de type assistant facilitant la sélection des paramètres de soudage. Il guide l'utilisateur, étape par étape, dans la sélection des paramètres en présentant les choix possibles de manière facilement compréhensible pour un utilisateur non technicien. Il est disponible dans le panneau de commandes MTP35X de la gamme de produits MasterTig. |
| Écran de veille | Par défaut : logo Kemppi | Il est possible d'utiliser une autre image d’écran de veille. Pour plus d’informations, voir Écran de veille. |
| Temps d'écran de veille | OFF / 1 min ... 120 mn, par étapes de 1 min (par défaut = 5 min) | |
| Date | Réglage de la date (JJ/MM/AAAA) | |
| Heure (24 h) | Réglage de l'heure (HH:MM) | |
| Langue | Choix de la langue | |
| Réinitialisation des valeurs d'usine... | Annuler/Démarrer (par défaut : Annuler) | Cette option active la réinitialisation, qui permet de restaurer les paramètres d'usine sur l'appareil. Lorsque la réinitialisation aux valeurs d'usine est terminée, il est nécessaire de redémarrer la source d'alimentation manuellement. |
* Plage de courant réglable par le soudeur en soudage TIG :
| • | 2 A ... 130 A, par étapes de 1 A (MasterTig 235, mode d'alimentation limité) |
| • | 2 A ... 235 A, par étapes de 1 A (MasterTig 235) |
| • | 2 A ... 305 A, par étapes de 1 A (MasterTig 325, 335) |
| • | 2 A ... 405 A, par étapes de 1 A (MasterTig 425) |
| • | Valeur par défaut : valeur nominale de la source d'alimentation. |
* Plage de courant réglable par le soudeur en soudage MMA :
| • | 8 A ... 85 A, par étapes de 1 A (MasterTig 235, mode d'alimentation limité) |
| • | 8 A ... 185 A, par étapes de 1 A (MasterTig 235) |
| • | 8 A ... 255 A, par étapes de 1 A (MasterTig 325, 335) |
| • | 8 A ... 355 A, par étapes de 1 A (MasterTig 425) |
| • | Valeur par défaut : courant maximal en MMA de la source d'alimentation. |