Vista de secuencia de inicio y parada
La vista de diagrama de parámetros facilita la identificación y configuración de los parámetros básicos. Desde el tiempo de pregas hasta el tiempo de postgas, y entre ambas fases, se puede seleccionar y ajustar de forma rápida el valor del parámetro.
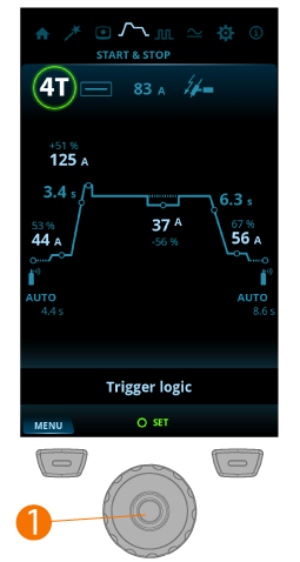
Ajustar los parámetros:
| 1. | Diríjase a la vista de secuencia Inicio y parada. |
| 2. | Gire la perilla de control (1) para desplazarse por los parámetros. |
| 3. | Seleccione el parámetro a ajustar presionando el botón de la perilla de control (1). |
| 4. | Ajuste el parámetro girando la perilla de control (1). |
| 5. | Cierre la configuración de parámetros presionando la perilla de control (1). |
Parámetros ajustables en todos los modos de soldadura:
| Parámetro | Valor | Descripción |
|---|---|---|
| Lógica del gatillo | 2T / 4T / 4T LOG / 4T LOG + Minilog (predeterminado = 2T) | Las antorchas de soldadura tienen dos modos de operación alternativos: 2T y 4T. Se diferencian en la forma en que funciona el disparador. En el modo 2T, mantiene presionado el disparador mientras suelda, mientras que en el modo 4T, presiona y suelta el disparador para iniciar o detener la soldadura y para usar funciones especiales del disparador, como Minilog. |
| Modo de soldadura | Continua / por puntos / MicroTack | Soldadura continua,: Soldadura TIG normal que no dispone de ningún tiempo de pausa. Soldadura por puntos: Función de soldadura TIG, que produce automáticamente una soldadura de duración predefinida. Los parámetros son programados por el usuario. Esta función se utiliza para unir dos piezas de materiales con soldaduras por puntos, por ejemplo, unir hojas finas con un bajo aporte térmico. MicroTack: Función de soldadura TIG, que optimiza las características del punteo de soldadura. Se utiliza para la soldadura por punteo de hojas finas o materiales de diferentes espesores. Permite la creación rápida y sencilla de soldaduras por punteo limpias con un mínimo aporte térmico. |
| Corriente de soldadura | Predeterminado = 50 A | |
| Modo ignición | Lift TIG / Ignición de alta frecuencia (HF) | La forma en que se enciende el arco de soldadura. En la soldadura TIG, hay dos modos de ignición disponibles: Ignición de alta frecuencia (HF) e ignición Lift TIG. La ignición HF utiliza un pulso de voltaje para iniciar el arco, y la ignición Lift TIG necesita un contacto físico entre el electrodo y la pieza de trabajo. |
Parámetros ajustables en soldadura continua:
| Parámetro | Valor | Descripción |
|---|---|---|
| Pregas | 0,0 s ... 10,0 s, Automático, intervalo 0,1 s (predeterminado = Automático) | Función de soldadura que inicia el flujo de gas de protección antes de que se encienda el arco. Esto garantiza que el metal no entre en contacto con el aire al inicio de la soldadura. El valor del tiempo es preprogramado por el usuario. Se utiliza para todos los metales, pero especialmente para acero inoxidable, aluminio y titanio. |
| Arco de búsqueda | OFF / 5 % ... 90 %, intervalo 1 % (predeterminado = OFF) | Función de soldadura que permite utilizar un breve período de corriente baja al inicio de la soldadura. Esto permite un inicio de la soldadura más preciso. Los parámetros son programados por el usuario. |
| Rampa de subida de corriente | OFF / 0,1 s ... 5,0 s, intervalo 0,1 s (predeterminado = 0,0 s) | Función de soldadura que determina el tiempo, durante el cual la corriente de soldadura aumenta gradualmente hasta el nivel de corriente de soldadura deseado al inicio de la soldadura. El valor para el tiempo de ascenso es programado por el usuario. El valor cero significa que la función está desactivada. |
| Nivel de partida en caliente | -80 % ... 100 %, intervalo 1 % (predefinido = OFF, 0 %) | Partida en caliente: Función de soldadura que utiliza una mayor corriente de soldadura al inicio de la soldadura. Después del período de arranque en caliente (Hot start), la corriente cae al nivel de corriente de soldadura normal. Los valores para el nivel de corriente Hot start y su duración se ajustan manualmente. Esto facilita el inicio de la soldadura, especialmente con materiales de aluminio. |
| Tiempo de partida en caliente | 0,1 s ... 5,0 s, intervalo 0,1 s (predeterminado = 1,2 s) | Esto no está disponible con la lógica del gatillo 4T. |
| Nivel Minilog | -99 % ... 125 %, intervalo 1 % (predeterminado = OFF, 0 %) | Minilog: Función de soldadura TIG, que permite utilizar el interruptor de la antorcha para cambiar entre la corriente de soldadura y la corriente Minilog. Los parámetros son programados por el usuario. La soldadura sobre soldadura por puntos es una aplicación, y también funciona como una «corriente de pausa» cuando la posición de soldadura cambia, por ejemplo. |
| Rampa de bajada de corriente | OFF / 0,1 s ... 15,0 s (predeterminado = 0,1 s) | Función de soldadura que determina el tiempo, durante el cual la corriente de soldadura disminuye gradualmente hasta el nivel de corriente final. El valor para el tiempo de rampa de bajada de corriente es programado por el usuario. El valor cero significa que la función está desactivada. |
| Arco de término | OFF / 5 % ... 90 % (predeterminado = OFF) | Función de soldadura que permite utilizar un breve período de corriente baja al final de la soldadura. Esto reduce los defectos de soldadura causados por el cráter final. Los parámetros son programados por el usuario. El valor cero significa que la función está desactivada. |
| Postgas | 0,1 s ... 30,0 s / AUTOMÁTICO, intervalo 0,1 s | Función de soldadura que mantiene el flujo de gas de protección después de que el arco se haya extinguido. Esto asegura que la soldadura en caliente no entre en contacto con el aire después de que se extinga el arco, protegiendo la soldadura y también el electrodo. Usado para todos los metales. Especialmente el acero inoxidable y el titanio requieren tiempos de postgas más prolongados. |
Parámetros ajustables en soldadura por puntos:
| Parámetro | Valor | Descripción |
|---|---|---|
| Pregas | 0,0 s ... 10,0 s, Automático, intervalo 0,1 s (predeterminado = Automático) | Función de soldadura que inicia el flujo de gas de protección antes de que se encienda el arco. Esto garantiza que el metal no entre en contacto con el aire al inicio de la soldadura. El valor del tiempo es preprogramado por el usuario. Se utiliza para todos los metales, pero especialmente para acero inoxidable, aluminio y titanio. |
| Rampa de subida de corriente | OFF / 0,1 s ... 5,0 s, intervalo 0,1 s (predeterminado = 0,0 s) | Función de soldadura que determina el tiempo, durante el cual la corriente de soldadura aumenta gradualmente hasta el nivel de corriente de soldadura deseado al inicio de la soldadura. El valor para el tiempo de ascenso es programado por el usuario. El valor cero significa que la función está desactivada. |
| Tiempo de soldadura de punto | 0,0 s … 10,0 s, intervalo 0,1 s (predeterminado = 2,0 s) | Soldadura por puntos: Función de soldadura TIG, que produce automáticamente una soldadura de duración predefinida. Los parámetros son programados por el usuario. Esta función se utiliza para unir dos piezas de materiales con soldaduras por puntos, por ejemplo, unir hojas finas con un bajo aporte térmico. |
| Rampa de bajada de corriente | OFF / 0,1 s ... 15,0 s (predeterminado = 0,1 s) | Función de soldadura que determina el tiempo, durante el cual la corriente de soldadura disminuye gradualmente hasta el nivel de corriente final. El valor para el tiempo de rampa de bajada de corriente es programado por el usuario. El valor cero significa que la función está desactivada. |
| Postgas | 0,1 s ... 30,0 s / AUTO, intervalo 0,1 s (Predeterminado = Automático) | Función de soldadura que mantiene el flujo de gas de protección después de que el arco se haya extinguido. Esto asegura que la soldadura en caliente no entre en contacto con el aire después de que se extinga el arco, protegiendo la soldadura y también el electrodo. Usado para todos los metales. Especialmente el acero inoxidable y el titanio requieren tiempos de postgas más prolongados. |
Parámetros ajustables en soldadura MicroTack:
| Parámetro | Valor | Descripción |
|---|---|---|
| Pregas | 0,0 s ... 10,0 s, Automático, intervalo 0,1 s (predeterminado = Automático) | Función de soldadura que inicia el flujo de gas de protección antes de que se encienda el arco. Esto garantiza que el metal no entre en contacto con el aire al inicio de la soldadura. El valor del tiempo es preprogramado por el usuario. Se utiliza para todos los metales, pero especialmente para acero inoxidable, aluminio y titanio. |
| Tiempo de soldadura de punto MicroTack | 1 ms ... 200 ms, intervalo 1 ms (predeterminado = 10 ms) | Soldadura MicroTack: Función de soldadura TIG, que optimiza las características del punteo de soldadura. Se utiliza para la soldadura por punteo de hojas finas o materiales de diferentes espesores. Permite la creación rápida y sencilla de soldaduras por punteo limpias con un mínimo aporte térmico. |
| Tiempo de pausa MicroTack | 50 ms ... 500 ms, intervalo 1 ms (predeterminado = 50 ms) | Esto no se ve en la configuración si el conteo de pulsos de MicroTack es solo 1. |
| Conteo de soldadura de punto MicroTack | 1 ... 5 / sin final, intervalo 1 (predeterminado = 1) | Si se usa Lift TIG, el gráfico MicroTack muestra solo 1 punto y el parámetro de conteo de puntos no es visible. |
| Postgas | 0,1 s ... 30,0 s / AUTO, intervalo 0,1 s (Predeterminado = Automático) | Función de soldadura que mantiene el flujo de gas de protección después de que el arco se haya extinguido. Esto asegura que la soldadura en caliente no entre en contacto con el aire después de que se extinga el arco, protegiendo la soldadura y también el electrodo. Usado para todos los metales. Especialmente el acero inoxidable y el titanio requieren tiempos de postgas más prolongados. |