MasterTig 235ACDC, 325DC, 335ACDC, 425DC Manual 1920900, rev. 2505
Pulse view
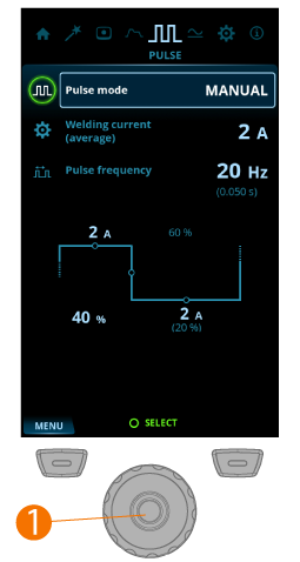
To adjust parameters:
|
2.
|
Turn the control knob (1) to browse through the parameters. |
|
3.
|
Select a parameter for adjustment by pressing the control knob button (1). |
|
4.
|
Adjust the parameter by turning the control knob (1). |
|
5.
|
Close the parameter setting by pressing the control knob button (1). |
Adjustable parameters:
| Pulse mode |
OFF / Auto / Manual / Double |
When OFF is selected, pulse settings are not visible. When Auto is selected, pulse settings are visible but not adjustable. When Manual is selected, pulse settings are visible and adjustable. |
| Average current |
Min = Current limit min, Max = Machine-specific |
These values depend also on other pulse parameters. Maximum average current is also limited by the machine specifications. |
| Pulse frequency |
0.2 Hz ... 300 Hz, 1 Hz step (Default = 1.0 Hz) |
Determines how many pulse cycles are created per second (Hz). When AC current mode is used, the maximum Pulse frequency is 20 Hz. |
| Pulse ratio |
10 % ... 70 %, 1 % step (Default = 40 %) |
Determines how big part of the whole pulse cycle time is spent on pulse current. |
| Pulse base current |
10 % ... 70 %, 1 % step (Default = 20 %) |
The lower current level of the pulse cycle. In TIG welding, its main tasks are to cool down the weld pool and to maintain the arc. |
| Pulse current |
10 A ... 300 A, 1 A step |
These values depend also on other pulse parameters. Maximum pulse current is also limited by the machine specifications. |

|
Adjusting one Pulse parameter value has an effect on the other values as well. |