Ansicht Start-und-Stopp-Sequenz
Die Ansicht Parameterdiagramm erleichtert die Identifizierung und Einstellung der Basisparameter. Von der Vorgaszeit bis zur Nachgaszeit und allem dazwischen können Sie den gewünschten Parameterwert schnell auswählen und einstellen.
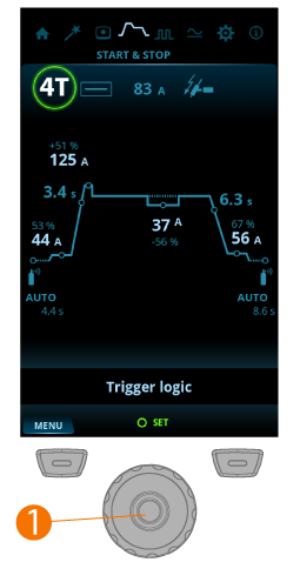
Einstellen der Parameter:
| 1. | Gehen Sie zur Ansicht Start-und-Stopp-Sequenz. |
| 2. | Drehen Sie den Einstellknopf (1), um durch die Parameter zu blättern. |
| 3. | Wählen Sie durch Drücken der Einstellknopftaste (1) einen einzustellenden Parameter aus. |
| 4. | Stellen Sie den Parameter durch Drehen des Einstellknopfs (1) ein. |
| 5. | Schließen Sie die Parametereinstellung durch Drücken des Einstellknopfs (1). |
Einstellbare Parameter in allen Schweißmodi:
| Parameter | Wert | Beschreibung |
|---|---|---|
| Brennertaster-Logik | 2T / 4T / 4T LOG / 4T LOG + Minilog (Standard = 2T) | Schweißbrenner haben zwei alternative Betriebsarten: 2T und 4T. Sie unterscheiden sich darin, wie die Brennertaste funktioniert. Im 2T-Modus halten Sie den Auslöser während des Schweißens gedrückt, während Sie im 4T-Modus den Auslöser drücken und loslassen, um den Schweißvorgang zu starten oder zu stoppen und spezielle Auslöserfunktionen wie beispielsweise Minilog nutzen. |
| Schweißmodus | Kontinuierlich / Heften / MicroTack | Dauerschweißen: Normales WIG-Schweißen, das keine Pausenzeiten hat. Punktschweißen: WIG-Schweißfunktion, die automatisch eine Schweißnaht von vordefinierter Dauer erzeugt. Parameter werden vom Benutzer voreingestellt. Diese Funktion dient zum Befestigen von zwei Werkstücken mit Heftschweißungen, z. B. beim Verbinden von dünnen Blechen mit geringem Wärmeeintrag. MicroTack: WIG-Schweißfunktion, welche die Punktschweißeigenschaften optimiert. Wird zum Heftschweißen von dünnen Blechen oder Werkstoffen unterschiedlicher Dicke verwendet. Ermöglicht die schnelle und einfache Erstellung sauberer Heftschweißnähte mit minimalem Wärmeeintrag. |
| Schweißstrom | Standardeinstellung = 50 A | |
| Zündmodus | Lift TIG / Hochfrequenz-Zündung (HF-Zündung) | Art und Weise, wie der Lichtbogen gezündet wird. Beim WIG-Schweißen stehen zwei Zündmodi zur Verfügung: Hochfrequenzzündung (HF) und „Lift TIG“-Zündung. Die HF-Zündung verwendet einen Spannungsimpuls, um den Lichtbogen auszulösen. Die „Lift TIG“-Zündung benötigt einen physischen Kontakt zwischen Elektrode und Werkstück. |
Einstellbare Parameter beim Dauerschweißen:
| Parameter | Wert | Beschreibung |
|---|---|---|
| Vorströmgas | 0,0 s bis 10,0 s, Auto, Schrittweite 0,1 s (Standard = Auto) | Schweißfunktion, die den Schutzgasstrom startet, bevor der Lichtbogen gezündet wird. Damit wird sichergestellt, dass das Metall zu Beginn der Schweißung nicht mit Luft in Berührung kommt. Der Zeitwert wird vom Anwender voreingestellt. Wird für alle Metalle verwendet, vor allem aber für Edelstahl, Aluminium und Titan. |
| Suchlichtbogen | OFF / 5 % bis 90 %, Schrittweite 1 % (Standard = OFF) | Schweißfunktion, mit der zu Beginn der Schweißnaht ein kurzer Niederstromzeitraum verwendet werden kann. Dies ermöglicht einen präzisen Start des Schweißvorgangs. Die Parameter werden vom Benutzer voreingestellt. |
| Anstieg | OFF / 0,1 s bis 5,0 s, Schrittweite 0,1 s (Standard = 0,0 s) | Schweißfunktion, die die Zeit bestimmt, in welcher der Schweißstrom zu Beginn des Schweißvorgangs allmählich auf den gewünschten Schweißstromwert ansteigt. Der Wert für die Upslope-Zeit wird vom Benutzer vorgegeben. Der Wert Null bedeutet, dass die Funktion ausgeschaltet ist. |
| Hotstartwert | -80% bis 100 %, Schrittweite 1 % (Standard = OFF, 0 %) | Hotstart: Schweißfunktion, die zu Beginn der Schweißnaht einen höheren Schweißstrom verwendet. Nach der Hotstart-Phase sinkt der Strom auf den normalen Schweißstromwert. Die Werte für die Hotstart-Stromstärke und deren Dauer werden manuell voreingestellt. Das erleichtert den Start der Schweißnaht, vor allem bei Aluminiumwerkstoffen. |
| Hotstartzeit | 0,1 s bis 5,0 s, Schrittweite 0,1 s (Standard = 1,2 s) | Dies ist bei der 4T-Trigger-Logik nicht möglich. |
| MiniLog-Wert | -99% bis 125 %, Schrittweite 1 % (Standard = OFF, 0 %) | Minilog: WIG-Schweißfunktion, mit deren Hilfe mit dem Brennerschalter zwischen Schweißstrom und Minilog-Strom gewechselt werden kann. Parameter werden vom Benutzer voreingestellt. Das Überschweißen von Heftnähten ist eine Anwendung und funktioniert auch als „Pausenstrom“, wenn sich beispielsweise die Schweißposition ändert. |
| Downslope | OFF / 0,1 s bis 15,0 s (Standard = 0,1 s) | Schweißfunktion, welche die Zeit bestimmt, in der der Schweißstrom allmählich auf das Endstromniveau sinkt. Der Wert für die Downslope-Zeit wird vom Benutzer vorgegeben. Der Wert Null bedeutet, dass die Funktion ausgeschaltet ist. |
| Endkraterstrom | OFF / 5 % bis 90 % (Standard = OFF) | Schweißfunktion, mit der am Ende der Schweißnaht ein kurzer Niederstromzeitraum verwendet werden kann. So werden durch Endkraterbildung verursachte Schweißfehler reduziert. Die Parameter werden vom Benutzer voreingestellt. Der Wert Null bedeutet, dass die Funktion ausgeschaltet ist. |
| Nachströmgas | 0,1 s bis 30,0 s / AUTO, Schrittweite 0,1 s. | Schweißfunktion, die den Schutzgasstrom nach dem Löschen des Lichtbogens fortsetzt. So wird sichergestellt, dass die heiße Schweißnaht nach dem Löschen des Lichtbogens nicht mit Luft in Berührung kommt. Auf diese Weise werden Schweißnaht und auch Elektrode geschützt. Verwendet für alle Metalle. Vor allem Edelstahl und Titan benötigen längere Nachströmgaszeiten. |
Einstellbare Parameter beim Punktschweißen:
| Parameter | Wert | Beschreibung |
|---|---|---|
| Vorströmgas | 0,0 s bis 10,0 s, Auto, Schrittweite 0,1 s (Standard = Auto) | Schweißfunktion, die den Schutzgasstrom startet, bevor der Lichtbogen gezündet wird. Damit wird sichergestellt, dass das Metall zu Beginn der Schweißung nicht mit Luft in Berührung kommt. Der Zeitwert wird vom Anwender voreingestellt. Wird für alle Metalle verwendet, vor allem aber für Edelstahl, Aluminium und Titan. |
| Anstieg | OFF / 0,1 s bis 5,0 s, Schrittweite 0,1 s (Standard = 0,0 s) | Schweißfunktion, die die Zeit bestimmt, in welcher der Schweißstrom zu Beginn des Schweißvorgangs allmählich auf den gewünschten Schweißstromwert ansteigt. Der Wert für die Upslope-Zeit wird vom Benutzer vorgegeben. Der Wert Null bedeutet, dass die Funktion ausgeschaltet ist. |
| Heftzeit | 0,0 s bis 10,0 s, Schrittweite 0,1 s (Standard = 2,0 s) | Punktschweißen: WIG-Schweißfunktion, die automatisch eine Schweißnaht von vordefinierter Dauer erzeugt. Parameter werden vom Benutzer voreingestellt. Diese Funktion dient zum Befestigen von zwei Werkstücken mit Heftschweißungen, z. B. beim Verbinden von dünnen Blechen mit geringem Wärmeeintrag. |
| Downslope | OFF / 0,1 s bis 15,0 s (Standard = 0,1 s) | Schweißfunktion, welche die Zeit bestimmt, in der der Schweißstrom allmählich auf das Endstromniveau sinkt. Der Wert für die Downslope-Zeit wird vom Benutzer vorgegeben. Der Wert Null bedeutet, dass die Funktion ausgeschaltet ist. |
| Nachströmgas | 0,1 s bis 30,0 s / AUTO, Schrittweite 0,1 s (Standard = Auto). | Schweißfunktion, die den Schutzgasstrom nach dem Löschen des Lichtbogens fortsetzt. So wird sichergestellt, dass die heiße Schweißnaht nach dem Löschen des Lichtbogens nicht mit Luft in Berührung kommt. Auf diese Weise werden Schweißnaht und auch Elektrode geschützt. Verwendet für alle Metalle. Vor allem Edelstahl und Titan benötigen längere Nachströmgaszeiten. |
Einstellbare Parameter beim MicroTack-Schweißen:
| Parameter | Wert | Beschreibung |
|---|---|---|
| Vorströmgas | 0,0 s bis 10,0 s, Auto, Schrittweite 0,1 s (Standard = Auto) | Schweißfunktion, die den Schutzgasstrom startet, bevor der Lichtbogen gezündet wird. Damit wird sichergestellt, dass das Metall zu Beginn der Schweißung nicht mit Luft in Berührung kommt. Der Zeitwert wird vom Anwender voreingestellt. Wird für alle Metalle verwendet, vor allem aber für Edelstahl, Aluminium und Titan. |
| MicroTack Heftzeit | 1 ms bis 200 ms, Schrittweite 1 ms (Standard = 10 ms) | MicroTack-Schweißen: WIG-Schweißfunktion, welche die Punktschweißeigenschaften optimiert. Wird zum Heftschweißen von dünnen Blechen oder Werkstoffen unterschiedlicher Dicke verwendet. Ermöglicht die schnelle und einfache Erstellung sauberer Heftschweißnähte mit minimalem Wärmeeintrag. |
| MicroTack Pausenzeit | 50 ms bis 500 ms, Schrittweite 1 ms (Standard = 50 ms) | Dies ist in den Einstellungen ausgeblendet, wenn die MicroTack-Pulszählung nur 1 ist. |
| MicroTack Heftzähler | 1 bis 5 / endlos, Schrittweite 1 (Standard = 1) | Bei „Lift TIG“ zeigt das MicroTack-Diagramm nur 1 Punkt an, und der Parameter Punktanzahl ist ausgeblendet. |
| Nachströmgas | 0,1 s bis 30,0 s / AUTO, Schrittweite 0,1 s (Standard = Auto). | Schweißfunktion, die den Schutzgasstrom nach dem Löschen des Lichtbogens fortsetzt. So wird sichergestellt, dass die heiße Schweißnaht nach dem Löschen des Lichtbogens nicht mit Luft in Berührung kommt. Auf diese Weise werden Schweißnaht und auch Elektrode geschützt. Verwendet für alle Metalle. Vor allem Edelstahl und Titan benötigen längere Nachströmgaszeiten. |