Strommodus-Ansicht
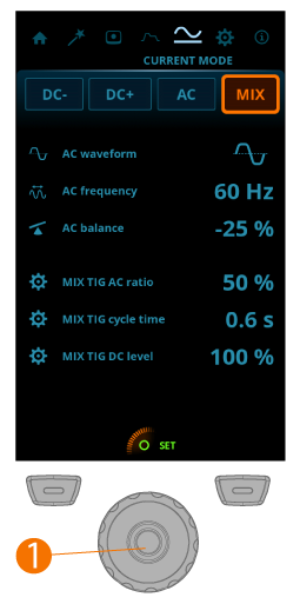
Einstellen der Parameter:
| 1. | Gehen Sie zur Ansicht Strommodus. |
| 2. | Drehen Sie den Einstellknopf (1), um durch die Parameter zu blättern. |
| 3. | Wählen Sie durch Drücken des Einstellknopfs (1) einen einzustellenden Parameter aus. |
| 4. | Stellen Sie den Parameter durch Drehen des Einstellknopfs (1) ein. |
| 5. | Schließen Sie die Parametereinstellung durch Drücken des Einstellknopfs (1). |
Einstellbare Parameter:
| Parameter | Wert | Beschreibung |
|---|---|---|
| Strommodus | DC- / DC+ / AC / MIX | DC WIG: Gleichstrom-WIG-Schweißprozess, bei dem die Polarität der Elektrode während des gesamten Schweißprozesses entweder positiv oder negativ ist. Die negative Polarität (DC-) ermöglicht eine hohe Eindringtiefe, während die positive Polarität (DC+) nur bei besonderen Anwendungen verwendet wird. AC WIG: WIG-Schweißprozess mit Wechselstrom, bei denen die Polarität der Elektrode schnell zwischen positiv und negativ wechselt. Verwendet vor allem beim Aluminiumschweißen. MIX-WIG: WIG-Schweißfunktion, bei der sich AC-WIG- und DC-WIG-Prozesse in vordefinierter Weise abwechseln. Parameter werden vom Benutzer je nach Schweißanwendung voreingestellt. Wird insbesondere zum Optimieren des Schweißens von Aluminiummaterialien mit verschiedenen Dicken eingesetzt. |
| AC-Wellenform | Sinus / Optima / Quadratisch (Standard: Optima) | Funktion zur Änderung der Wellenform des Wechselstroms beim AC-WIG-Schweißen. Es stehen drei Optionen zur Verfügung: Sinus, Quadrat und Optima. Die Wellenform beeinflusst die Form der Schweißraupe, den Eintrag der Schweißnaht und das Geräusch des Schweißprozesses. Wählen Sie die Einstellung aus, die zur Anwendung passt. |
| AC-Frequenz | 30 Hz bis 250 Hz (Standard = 60 Hz) | Funktion zur Änderung der Frequenz des Wechselstroms beim AC-WIG-Schweißen. Mit dieser Einstellung wird die Anzahl der Zyklen pro Sekunde bestimmt. Dient zur Änderung der Frequenz des Schweißstroms, um den Präferenzen und Anwendungen des Schweißers optimal zu entsprechen. |
| AC+ / AC- Balance: | Min./Max. = -60 % bis 0 % (Standard = -25 %) | Funktion zur Einstellung der positiven und negativen Stromzyklen beim AC-WIG-Schweißen. Niedriger Prozentsatz bedeutet, dass der Schweißstrom im Durchschnitt eher negativ ist, während hoher Prozentsatz heißt, dass der Schweißstrom im Durchschnitt eher positiv ist. |
| MIX WIG AC (Zeit-)Verhältnis | Min./Max. = 10 % bis 90 %, Schrittweite 1 % (Standard = 50 %) | MIX-WIG: WIG-Schweißfunktion, bei der sich AC-WIG- und DC-WIG-Prozesse in vordefinierter Weise abwechseln. Parameter werden vom Benutzer je nach Schweißanwendung voreingestellt. Wird insbesondere zum Optimieren des Schweißens von Aluminiummaterialien mit verschiedenen Dicken eingesetzt. |
| MIX-WIG-Zykluszeit | Min./Max. = 0,1 s bis 1,0 s, Schrittweite 0,1 s (Standard = 0,6 s) | |
| MIX-WIG-DC-Level | Min./Max. = 50 % bis 150 %, Schrittweite 1 % (Standard = 100 %) |