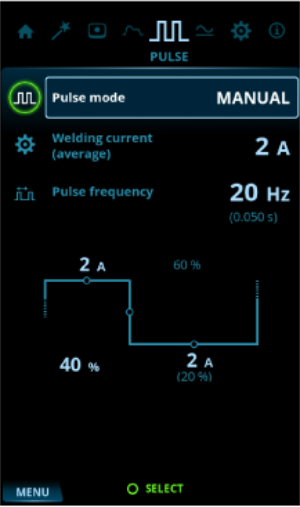
脉冲视图
_400x170.png)
要调整参数:
| 1. | 前往脉冲视图。 |
| 2. | 转动控制旋钮 (1) 浏览各个参数。 |
| 3. | 按下控制旋钮 (1),选择要调整的参数。 |
| 4. | 转动控制旋钮 (1) 调整参数。 |
| 5. | 按控制旋钮 (1) 关闭参数设置。 |
可调节的参数:
| 参数 | 值 | 说明 |
|---|---|---|
| 脉冲模式 | 关闭 / 自动 / 手动 / 双脉冲 | 脉冲 TIG:氩弧焊工艺,焊接电流在这两个电流水平之间交替变化:基值电流和脉冲电流。参数可以手动或自动设置。用于优化所需焊接应用的电弧特性。 在直流电流模式下: - 选择关闭时,脉冲设置不可见。 - 选择自动时,脉冲设置可见,但不可调整。 - 选择手动时,脉冲设置可见,并且可调整。 在交流电流模式下,只能选择关闭或手动。 |
| 平均电流 | 最小 = 最小电流限制 最大 = 机器特定 |
这些值还取决于其他脉冲参数。最大平均电流也受机器规格的限制。 |
| 脉冲频率 | 0.2 Hz ... 10 Hz,步进 0.1 Hz, 10 Hz ... 300 Hz,步进 1 Hz |
确定每秒创建的脉冲周期数量 (Hz)。 使用交流电流模式时,最大脉冲频率为 20 Hz。 使用双脉冲模式时,最大脉冲频率为 30 Hz。 |
| 脉冲电流 | 10 A ... 300 A,步进 1 A | 脉冲周期的较高电流水平。在氩弧焊中,其主要任务是创建熔池或增加熔池的热量。 这些值还取决于其他脉冲参数。最大脉冲电流也受机器规格的限制。 |
| 脉冲比 | 10 % ...70 %,步长 1 % | 确定整个脉冲周期时间有多少花费在脉冲电流上。 |
| 脉冲基值电流 | 10 % ...70 %,步长 1 % | 脉冲周期的较低电流水平。在 TIG 焊接中,其主要任务是冷却熔池并保持电弧。 |

|
调整一个脉冲参数值也会影响其他值。 |
| 焊接工艺和功能 |