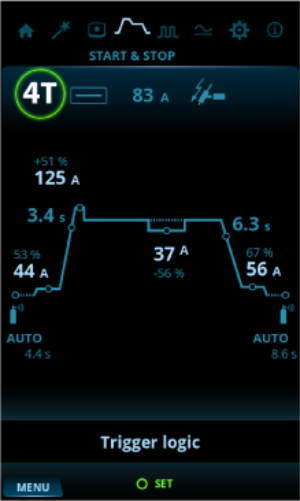
Başlatma ve durdurma sırası görünümü
Parametre şeması görünümü, temel parametre tanımını ve ayarlamayı kolaylaştırır. Gaz öncesi süresinden gaz sonrası süresine ve aradaki her aşamaya kadar, gerekli parametre değerini hızlı bir şekilde seçip ayarlayabilirsiniz.
_400x170.png)
Parametreleri ayarlamak için:
| 1. | Başlatma ve durdurma sırası görünümüne gidin. |
| 2. | Parametrelerde gezinmek için kontrol topuzunu (1) çevirin. |
| 3. | Kontrol topuzu düğmesine (1) basarak ayar için bir parametre seçin. |
| 4. | Kontrol topuzunu (1) çevirerek parametreyi ayarlayın. |
| 5. | Kontrol topuzu düğmesine (1) basarak parametre ayarını kapatın. |
Tüm kaynak modlarında ayarlanabilir parametreler:
| Parametre | Değer | Açıklama |
|---|---|---|
| Tetik mantığı | 2T / 4T / 4T LOG / 4T LOG + Minilog (Varsayılan = 2T) | Kaynak torçlarının iki alternatif çalışma modu vardır: 2T ve 4T. Tetiğin çalışma biçimine göre farklılaşırlar. 2T modunda, kaynak yaparken tetiği basılı tutarken 4T modunda, kaynağı başlatmak veya durdurmak ve Minilog gibi özel tetik işlevlerini kullanmak için tetiğe basar ve tetiği serbest bırakırsınız. |
| Kaynak modu | Sürekli / Nokta / MicroTack | Sürekli: Herhangi bir duraklama süresi olmayan normal TIG kaynağı. Nokta kaynağı: Önceden tanımlanmış bir süre için otomatik olarak kaynak üreten TIG kaynağı işlevi. Parametreler kullanıcı tarafından önceden ayarlanır. Bu işlev, örneğin düşük ısı girdisi ile ince levhaların birleştirilmesi gibi, iki malzeme parçasını punto kaynaklarıyla birleştirmek için kullanılır. MicroTack kaynağı: Nokta kaynağı özelliklerini optimize eden TIG kaynağı işlevi. İnce levhalarda veya farklı kalınlıktaki malzemelerde punto kaynağı için kullanılır. Minimum ısı girdisi ile temiz punto kaynaklarının hızlı ve kolay şekilde oluşturulmasını sağlar. |
| Kaynak akımı | Varsayılan = 50 A | |
| Ateşleme modu | HF (Yüksek frekanslı) / Lift TIG ateşleme | Kaynak arkının ateşlenme şekli. TIG kaynağında iki ateşleme modu mevcuttur: Yüksek Frekanslı (HF) ateşleme ve Lift TIG ateşleme. HF ateşlemede arkı başlatmak için bir gerilim darbesi kullanılırken, Lift TIG ateşleme elektrot ile işlenen parça arasında fiziksel bir temas gerektirir. |
Sürekli kaynakta ayarlanabilir parametreler:
| Parametre | Değer | Açıklama |
|---|---|---|
| Gaz öncesi | 0,0 sn. ... 10,0 sn. Otomatik, adım 0,1 sn. (Varsayılan = Otomatik) | Ark ateşlenmeden önce koruyucu gaz akışını başlatan kaynak işlevi. Bu, kaynak başlangıcında metalin hava ile temas etmemesini sağlar. Zaman değeri kullanıcı tarafından önceden ayarlanır. Tüm metaller için ancak özellikle paslanmaz çelik, alüminyum ve titanyum için kullanılır. |
| Arama arkı | KAPALI / %5 ... %90, %adım 1 (Varsayılan = KAPALI) | Kaynak başlangıcında kısa bir düşük akım süresi kullanılmasına izin veren kaynak işlevi. Bu, kaynağın hassas bir şekilde başlatılmasını sağlar. Parametreler kullanıcı tarafından önceden ayarlanır. |
| Yukarı eğim | KAPALI / 0,1 sn. ... 5,0 sn. adım 0,1 sn. (Varsayılan = KAPALI) | Kaynağın başlangıcında kaynak akımının kademeli olarak istenen kaynak akımı seviyesine artırıldığı süreyi belirleyen kaynak işlevi. Yukarı eğim süresi değeri kullanıcı tarafından önceden ayarlanır. Sıfır değeri, işlevin kapalı olduğu anlamına gelir. |
| Sıcak çalıştırma seviyesi | -80 % ... %100, %adım 1 (Varsayılan = KAPALI, %0) | Sıcak çalıştırma: Kaynağın başlangıcında daha yüksek kaynak akımı kullanan kaynak işlevi. Akım, Sıcak çalıştırma süresinden sonra normal kaynak akımı seviyesine düşer. Sıcak çalıştırma akım seviyesi ve süresinin değerleri manuel olarak önceden ayarlanmıştır. Bu, özellikle alüminyum malzemelerle kaynağın başlatılmasını kolaylaştırır. |
| Sıcak çalıştırma zamanı | 0,1 sn. ... 9,9 sn. adım 0,1 (Varsayılan = 1,2 sn.) | Bu, 4T tetik mantığıyla kullanılamaz. |
| Minilog seviyesi | -99 % ... %125, %adım 1 (Varsayılan = KAPALI, %0) | Minilog: Kaynak akımı ve Minilog akımı arasında değişim yapmak için torç anahtarının kullanılmasına izin veren TIG kaynağı işlevi. Parametreler kullanıcı tarafından önceden ayarlanır. Punto kaynaklarına kaynak yapmak bir uygulama biçimidir ve örneğin kaynak konumu değiştiğinde "duraklama akımı" olarak da işlev görür. |
| Aşağı eğim | KAPALI / 0,1 sn. ... 15,0 sn. adım 0,1 (Varsayılan = 0,1 sn.) | Kaynak akımının kademeli olarak son akım seviyesine düştüğü süreyi belirleyen kaynak işlevi. Aşağı eğim süresi değeri kullanıcı tarafından önceden ayarlanır. Sıfır değeri, işlevin kapalı olduğu anlamına gelir. |
| Uç arkı | KAPALI / %5 ... %90 (Varsayılan = KAPALI) | Kaynak sonunda kısa bir düşük akım süresi kullanılmasına izin veren kaynak işlevi. Bu, uçta çukur oluşmasından kaynaklanan kaynak hatalarını azaltır. Parametreler kullanıcı tarafından önceden ayarlanır. Sıfır değeri, işlevin kapalı olduğu anlamına gelir. |
| Gaz sonrası | 0,0 sn. ... 30,0 sn. / Otomatik, adım 0,1 sn. | Ark söndükten sonra koruyucu gaz akışını sürdüren kaynak işlevi. Bu, ark söndürüldükten sonra sıcak kaynağın hava ile temas etmemesini sağlayarak kaynağı ve elektrotu korur. Tüm metaller için kullanılır. Özellikle paslanmaz çelik ve titanyum, daha uzun gaz sonrası süreleri gerektirir. |
Nokta kaynağında ayarlanabilir parametreler:
| Parametre | Değer | Açıklama |
|---|---|---|
| Gaz öncesi | 0,0 sn. ... 10,0 sn. Otomatik, adım 0,1 sn. (Varsayılan = Otomatik) | Ark ateşlenmeden önce koruyucu gaz akışını başlatan kaynak işlevi. Bu, kaynak başlangıcında metalin hava ile temas etmemesini sağlar. Zaman değeri kullanıcı tarafından önceden ayarlanır. Tüm metaller için ancak özellikle paslanmaz çelik, alüminyum ve titanyum için kullanılır. |
| Yukarı eğim | KAPALI / 0,1 sn. ... 5,0 sn. adım 0,1 sn. (Varsayılan = KAPALI) | Kaynağın başlangıcında kaynak akımının kademeli olarak istenen kaynak akımı seviyesine artırıldığı süreyi belirleyen kaynak işlevi. Yukarı eğim süresi değeri kullanıcı tarafından önceden ayarlanır. Sıfır değeri, işlevin kapalı olduğu anlamına gelir. |
| Nokta zamanı | 0 sn. ... 10 sn. adım 0,1 (Varsayılan = 2,0 sn.) 10 sn. ... 150,0 sn. adım 1,0 sn. |
Nokta kaynağı: Önceden tanımlanmış bir süre için otomatik olarak kaynak üreten TIG kaynağı işlevi. Parametreler kullanıcı tarafından önceden ayarlanır. Bu işlev, örneğin düşük ısı girdisi ile ince levhaların birleştirilmesi gibi, iki malzeme parçasını punto kaynaklarıyla birleştirmek için kullanılır. |
| Aşağı eğim | KAPALI / 0,1 sn. ... 15,0 sn. adım 0,1 (Varsayılan = 0,1 sn.) | Kaynak akımının kademeli olarak son akım seviyesine düştüğü süreyi belirleyen kaynak işlevi. Aşağı eğim süresi değeri kullanıcı tarafından önceden ayarlanır. Sıfır değeri, işlevin kapalı olduğu anlamına gelir. |
| Gaz sonrası | 0,0 sn. ... 30,0 sn. / Otomatik, adım 0,1 sn. (Varsayılan = Otomatik) | Ark söndükten sonra koruyucu gaz akışını sürdüren kaynak işlevi. Bu, ark söndürüldükten sonra sıcak kaynağın hava ile temas etmemesini sağlayarak kaynağı ve elektrotu korur. Tüm metaller için kullanılır. Özellikle paslanmaz çelik ve titanyum, daha uzun gaz sonrası süreleri gerektirir. |
MicroTack kaynakta ayarlanabilir parametreler:
| Parametre | Değer | Açıklama |
|---|---|---|
| Gaz öncesi | 0,0 sn. ... 10,0 sn. Otomatik, 0,1 sn. adım (Varsayılan = Otomatik) | Ark ateşlenmeden önce koruyucu gaz akışını başlatan kaynak işlevi. Bu, kaynak başlangıcında metalin hava ile temas etmemesini sağlar. Zaman değeri kullanıcı tarafından önceden ayarlanır. Tüm metaller için ancak özellikle paslanmaz çelik, alüminyum ve titanyum için kullanılır. |
| MicroTack nokta sayısı | 1 ... 5 / Sürekli, adım 1 (Varsayılan = 1) | Lift TIG kullanılıyorsa, MicroTack grafiğinde sadece 1 nokta gösterilir ve nokta sayısı parametresi görünmez. |
| MicroTack nokta zamanı | 1 ms ... 200 ms, adım 1 ms (Varsayılan = 10 ms) | |
| MicroTack duraklama süresi | 10,0 ms ... 100 ms, adım 1 ms (Varsayılan = 50 ms) 0,2 sn. ... 2,0 sn. adım 0,1 sn. |
Bu, MicroTack darbe sayısı yalnızca 1'se ayarlarda görünmez. |
| Gaz sonrası | 0,0 sn. ... 30,0 sn. / Otomatik, adım 0,1 sn. (Varsayılan = Otomatik) | Ark söndükten sonra koruyucu gaz akışını sürdüren kaynak işlevi. Bu, ark söndürüldükten sonra sıcak kaynağın hava ile temas etmemesini sağlayarak kaynağı ve elektrotu korur. Tüm metaller için kullanılır. Özellikle paslanmaz çelik ve titanyum, daha uzun gaz sonrası süreleri gerektirir. |
| Kaynak işlemleri ve özellikleri |