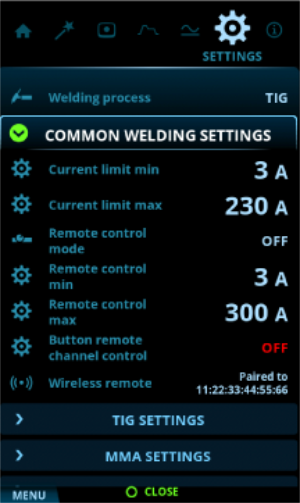
Ayarlar görünümü
_400x170.png)
Ayarları düzenlemek için:
| 1. | Ayarlar görünümüne gidin. |
| 2. | Ayar grupları ve parametreler arasında gezinmek için kontrol topuzunu (1) çevirin. |
| 3. | Kontrol topuzu düğmesine (1) basarak ayarlanacak veya değiştirilecek bir parametre seçin. |
| 4. | Kontrol topuzunu (1) çevirerek ayarı ayarlayın veya değiştirin. |
| 5. | Kontrol topuzu düğmesine (1) basarak parametre ayarını kapatın. |

|
Bazı ayarlar, örneğin akım modu, kaynak işlemine özeldir ve buna göre ayarlar menüsünde görüntülenir veya görüntülenmez. |
Ortak kaynak ayarları:
| Parametre | Değer | Açıklama |
|---|---|---|
| Akım sınırı minimum | TIG: 2 A / MMA: 8 A, adım 1 A * | |
| Akım sınırı maksimum | TIG: güç kaynağı nominal değeri / MMA: güç kaynağı maks. MMA akımı, adım 1 A * | |
| Uzaktan kumanda modu | KAPALI / Uzaktan Kumanda / Torç (Varsayılan = KAPALI) | Uzaktan kumanda veya torç uzaktan kumandası seçildiğinde, kontrol panelindeki kaynak akımı ayarı devre dışı bırakılır. |
| Uzaktan kumanda min. | Min. = "Akım sınırı min.", Maks. = "Akım sınırı maks." | |
| Uzaktan kumanda maks. | Min. = "Akım sınırı min.", Maks. = "Akım sınırı maks." | |
| Uzaktan kumanda modu | Akım / Kanal (Varsayılan = Akım) | Uzaktan kumandanın kaynak akımını veya bellek kanallarını ayarlama durumunu seçin. |
| Kablosuz uzaktan kumanda | Seçildiğinde eşleştirme otomatik olarak başlatılır | Yeni eşleştirme bilgileri eski bilgilerin yerini alır. Eşleştirme durumu, ayar değeri olarak gösterilir. |
TIG ayarları:
| Parametre | Değer | Açıklama |
|---|---|---|
| Denge sınırı min. | -99 ... 0, adım 1 (Varsayılan = -60) | |
| Denge sınırı maks. | 0 ... +20, adım 1 (Varsayılan = 0) | |
| Lift TIG akımı | 5 A ... 40 A / Otomatik, adım 1 A (Varsayılan = Otomatik = 10 A) | Lift TIG ateşlemenin başlangıcındaki kontak akımı. |
| HF kıvılcım kuvveti | 50 % ... %110, %adım 1 (Varsayılan = %100) | Ateşlemede kullanılan yüksek frekanslı kıvılcımın gerilimini ayarlar. |
| Pozitif ateşleme akımı | 30 % ... %150 / Otomatik, %adım 1 (Varsayılan = Otomatik) | Pozitif ateşleme dizisinin akım seviyesini ayarlar. |
| Pozitif ateşleme süresi | 0 ms ... 200 ms / Otomatik, adım 10 ms (Varsayılan = Otomatik) | Pozitif ateşleme dizisinin uzunluğunu ayarlar. |
| Negatif ateşleme akımı | (ACDC): 100 % ... %300 / Otomatik, %Adım 1 (Varsayılan = Otomatik) | Negatif ateşleme dizisinin (TIG) akım seviyesini ayarlar. |
| Ateşleme akımı | (DC): 100 % ... %300 / Otomatik, %adım 1 (Varsayılan = Otomatik) | Negatif ateşleme dizisinin (TIG) akım seviyesini ayarlar. |
| Negatif ateşleme süresi | (ACDC): 0 ms ... 950 ms / Otomatik, adım 10 ms (Varsayılan = Otomatik) | Negatif ateşleme dizisinin (TIG) uzunluğunu ayarlar. |
| Ateşleme süresi | (DC): 0 ms ... 950 ms / Otomatik, adım 10 ms (Varsayılan = Otomatik) | |
| Hafif yukarı eğim | KAPALI / AÇIK (Varsayılan = KAPALI) | Bu, yüksek kaynak akımları ile ani akım yükselmelerinin neden olduğu elektrot aşınmasını önlemek için otomatik olarak hafif yukarı eğim oluşturan bir işlevdir. Bu işlev yalnızca kaynak akımı 100 A veya daha fazla olduğunda etkilidir. |
| Başlangıç seviyesi | 5 % ... %40, %adım 1 (Varsayılan = %10) | Yukarı eğimin başladığı kaynak akımı noktası. |
| Aşağı eğim kesim seviyesi | 5 % ... %40, %adım 1 (Varsayılan = %10) | Aşağı eğimin sona erdiği kaynak akımı noktası. |
| 2T aşağı eğimli kesim | KAPALI / AÇIK (Varsayılan = KAPALI) | Bu, kullanıcının torç anahtarına hızlı bir şekilde basarak mevcut aşağı eğim rampasını sonlandırmasını sağlayan bir işlevdir. |
| Doğrusal olmayan aşağı eğim | 0 % ... %50, %adım 1 (Varsayılan = %0) | Akımın olabildiğince hızlı indiği ve ardından normal aşağı eğime başladığı bir noktayı belirler. |
| Akımı duraklatma | KAPALI / AÇIK (Varsayılan = KAPALI) | Kaynak akımı, tetiğe basılarak aşağı eğim sırasında belirli bir seviyeye kadar duraklatılabilir. |
| TIG antifriz | KAPALI / AÇIK (Varsayılan = KAPALI) | Elektrot ile işlenen parça temas ettiğinde kaynak akımını otomatik olarak önemli ölçüde azaltan bir işlev. Örneğin, elektrottan kaynak yapılan metale istenmeyen seyreltilerin gelmesini önlemek için kullanılabilir. |
| AC faz değiştirme akımı | 5 A ... 20 A / Otomatik | Sıfırı geçmenin başladığı kaynak akımı noktasını değiştirir. Yalnızca AC TIG kaynağını etkiler. |
MMA ayarları:
| Parametre | Değer | Açıklama |
|---|---|---|
| Kaynak akımı | Min./Maks. = Normal kaynak akımı sınırları | |
| Sıcak çalıştırma | -10 ... +10, adım 1 (Varsayılan = 0) | Kaynağın başlangıcında daha yüksek kaynak akımı kullanan kaynak işlevi. Akım, Sıcak çalıştırma süresinden sonra normal kaynak akımı seviyesine düşer. Sıcak çalıştırma akım seviyesi ve süresinin değerleri manuel olarak önceden ayarlanmıştır. Bu, özellikle alüminyum malzemelerle kaynağın başlatılmasını kolaylaştırır. |
| Ark kuvveti | -10 ... +10, adım 1 (Varsayılan = 0) | Örneğin akım seviyelerini değiştirerek MMA kaynağının kısa devre dinamiklerini (pürüzlülük) ayarlar. |
| MMA antifriz | KAPALI / AÇIK (Varsayılan = AÇIK) | Elektrot ile işlenen parça temas ettiğinde kaynak akımını otomatik olarak önemli ölçüde azaltan bir işlev. İşlenen parça ile temas halindeyken MMA elektrotunun çok ısınmasını önlemek için kullanılabilir. |
| VRD modu | KAPALI / AÇIK (Varsayılan = KAPALI) | Bu ayar, kullanıcının değiştiremeyeceği şekilde kilitlenebilir. VRD modunun kalıcı olarak AÇIK konumda kilitlendiği ekipman modellerinde (ör. AU modeli), VRD seçeneği ayarlarda hala görünür durumdadır ancak değiştirilemez. |
Sistem ayarları:
| Parametre | Değer | Açıklama |
|---|---|---|
| Gaz testi | Gaz test süresi: 0 sn. ... 60 sn. adım 1 sn. (Varsayılan = 20 sn.) | Bunun etkinleştirilmesi, gaz testini varsayılan süreyle başlatır. Kontrol topuzu çevrilerek süre değiştirilebilir. Kontrol topuzuna tekrar basılarak gaz testi durdurulabilir. |
| Su soğutucusu | KAPALI / Otomatik / AÇIK (Varsayılan = Otomatik) | |
| Soğutucu akış sensörü | KAPALI / AÇIK (Varsayılan = AÇIK) | |
| Parlaklık | 10 % ... %100, %adım 1 (Varsayılan = %100) | |
| Kaynak verileri süresi | KAPALI / 1 sn. ... 10 sn. adım 1 (Varsayılan = 5 sn.) | |
| Ekran koruyucu süresi | KAPALI / 1 dk. ... 120 dk. adım 1 dk. (Varsayılan = 5 dk.) | |
| Ekran kapalı süresi | KAPALI / 1 dk. ... 120 dk. (Varsayılan = 5 dk.) | |
| Ekran koruyucu görüntüsü | Varsayılan = Kemppi logosu | Alternatif bir ekran koruyucu görüntüsü kullanılabilir. Daha fazla bilgi için Ekran koruyucu bölümüne bakın. |
| Weld Assist göster | AÇIK / KAPALI (Varsayılan = AÇIK) | Weld Assist: Kaynak parametrelerinin kolay seçimi için sihirbaz benzeri bir yardımcı program. Yardımcı program, seçimleri kolay anlaşılır bir şekilde sunarak, gerekli parametrelerin seçiminde kullanıcıyı adım adım yönlendirir. |
| Tarih | Tarih ayarı (GG/AA/YYYY) | |
| Saat (24 sa.) | Saat ayarı (SS:DD) | |
| Dil | Dil ayarı | |
| Fabrika ayarlarına sıfırlama... | İptal / Başlat (Varsayılan = İptal) | Cihazdaki fabrika ayarlarını geri yüklemek için fabrika ayarlarına sıfırlamayı etkinleştiren ayarlar öğesi. Fabrika ayarlarına sıfırlama tamamlandığında, güç kaynağı manuel olarak yeniden başlatılmalıdır. |
* TIG kaynağında kaynakçı tarafından ayarlanabilen akım aralığı:
| • | 2 A ... 505 A (400 V), adım 1 A |
>> Varsayılan = Güç kaynağı nominal değeri.
| • | 2 A ... 455 A (220 V), adım 1 A |
>> Varsayılan = Güç kaynağı nominal değeri.
* MMA kaynağında kaynakçı tarafından ayarlanabilen akım aralığı:
| • | 8 A ... 405 A (400 V), adım 1 A |
>> Varsayılan = Güç kaynağı MMA maksimum akımı.
| • | 8 A ... 385 A (220 V), adım 1 A |
>> Varsayılan = Güç kaynağı MMA maksimum akımı.
| Kaynak işlemleri ve özellikleri |