Visualização Configurações
_400x170.png)
Para ajustar as configurações:
| 1. | Vá para a visualização Configurações. |
| 2. | Gire o botão de controle (1) para navegar pelos grupos e parâmetros de configurações. |
| 3. | Selecione um parâmetro a ser ajustado ou alterado pressionando o botão de controle (1). |
| 4. | Ajuste ou altere a configuração girando o botão de controle (1). |
| 5. | Feche a configuração de parâmetros pressionando o botão de controle (1). |

|
Algumas das configurações são, por exemplo, o modo de corrente e o processo de soldagem específico e estão visíveis ou não no menu de configurações. |
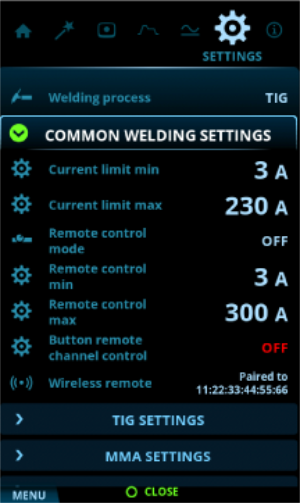
Configurações comuns de soldagem:
| Parâmetro | Valor | Descrição |
|---|---|---|
| Limite de corrente mínimo | TIG: 2 A/MMA: 8 A, passo de 1 A * | |
| Limite de corrente máximo | TIG: valor nominal da fonte de energia/MMA: potência máxima da fonte. Corrente MMA, passos de 1 A * | |
| Modo de controle remoto | DESLIGADO/Remoto/Tocha (padrão = DESLIGADO) | Quando um controle remoto ou um controle remoto da tocha é selecionado, o ajuste de corrente de soldagem no painel de controle é desativado. |
| Controle remoto mínimo | Mín = “Limite de corrente mínima”, Máx = “Limite de corrente máxima” | |
| Controle remoto máximo | Mín = “Limite de corrente mínima”, Máx = “Limite de corrente máxima” | |
| Modo de controle remoto | Corrente / Canal (Padrão = Corrente) | Selecione se o controle remoto ajusta a corrente de soldagem ou os canais de memória. |
| Controle remoto sem fio | O pareamento é iniciado automaticamente quando selecionado | As novas informações de pareamento substituem as informações antigas. O status do pareamento é mostrado como o valor das configurações. |
Configurações TIG:
| Parâmetro | Valor | Descrição |
|---|---|---|
| Tipo de elétrodo CA | Predefinição / Verde | Tipo de elétrodo AC. Se estiver a utilizar o tipo de elétrodo CA verde, selecione Verde. A predefinição aplica-se a todos os outros tipos de eléctrodos CA. |
| Limite de balanço mínimo | -99 ... 0, passos de 1 (padrão = -60) | |
| Limite de balanço máximo | 0 ... +20, passo 1 (padrão = 0) | |
| Corrente Lift TIG | 5 a 40 A/Auto, passos de 1 A (padrão = Auto = 10 A) | Corrente de contato no início da ignição TIG por tocar e levantar. |
| Força de alta frequência da faísca | 50 % ... 110%, passos de 1% (padrão = 100%) | Ajusta a tensão da faísca de alta frequência usada na ignição. |
| CC Corrente de ignição positiva | 30 % ... 150%/Auto, passos de 1% (padrão = Auto) | Ajusta o nível de corrente da sequência de ignição positiva no modo de corrente CC. |
| CC Tempo de ignição positiva | 0 ms a 200 ms/Auto, passos de 10 ms (padrão = Auto) | Ajusta a duração da sequência de ignição positiva no modo de corrente CC. |
| CC Corrente de ignição negativa | 100 % ... 300%/Auto, passos de 1% (padrão = Auto) | Ajusta o nível de corrente da sequência de ignição negativa no modo de corrente CC. |
| CC Tempo de ignição negativa | 0 ms a 950 ms/Auto, passos de 10 ms (padrão = Auto) | Ajusta a duração da sequência de ignição negativa no modo de corrente de ignição CC. |
| CA Corrente de ignição positiva | 30% a 150%/Auto, passos de 1% (padrão = Auto) | Ajusta o nível de corrente da sequência de ignição positiva no modo de corrente CA. |
| CA Tempo de ignição positiva | 0 ms a 200 ms/Auto, passos de 10 ms (padrão = Auto) | Ajusta a duração da sequência de ignição positiva no modo de corrente CA. |
| CA Corrente de ignição negativa | 100% a 300%/Auto, passos de 1% (padrão = Auto) | Ajusta o nível de corrente da sequência de ignição negativa no modo de corrente de ignição CA. |
| CA Tempo de ignição negativa | 0 ms a 950 ms/Auto, passos de 10 ms (padrão = Auto) | Ajusta a duração da sequência de ignição negativa no modo de corrente CA. |
| Elevação suave | DESLIGADO/LIGADO (padrão = DESLIGADO) | Esta é uma função que cria automaticamente uma ligeira inclinação ascendente para evitar o desgaste do eletrodo causado por aumentos repentinos de corrente com altas correntes de soldagem. Esta função terá efeito somente quando a corrente de soldagem for de 100 A ou mais. |
| Nível inicial | 5 % a 40 %, passos de 1 % (padrão = 25 %) | O ponto da corrente de soldagem em que a inclinação ascendente começa. |
| Nível de inclinação descendente | 5 % ... 40%, passos de 1% (padrão = 10%) | O ponto da corrente de soldagem em que a inclinação descendente termina. |
| Corte de inclinação descendente 2T | DESLIGADO/LIGADO (padrão = DESLIGADO) | Esta é uma função que permite ao usuário finalizar a rampa de inclinação descendente da corrente com um toque rápido do interruptor da tocha. |
| Inclinação descendente não progressiva | 0 % ... 50%, passos de 1% (padrão = 0%) | Determina um ponto ao qual a corrente abaixa o mais rápido possível e então inicia a inclinação descendente normal. |
| Congelamento da corrente | DESLIGADO/LIGADO (padrão = DESLIGADO) | A corrente de soldagem pode ser congelada em certo nível durante a inclinação descendente pressionando-se o gatilho. |
| Anticongelante TIG | DESLIGADO/LIGADO (padrão = DESLIGADO) | Uma função que reduz automática e significativamente a corrente de soldagem quando o eletrodo está em contato com a peça de trabalho. Pode ser usada, por exemplo, para evitar a diluição indesejada do eletrodo para o metal soldado. |
| Corrente de troca de fase CA | 5 A ... 20 A / Auto | Muda o ponto da corrente de soldagem no qual começa a passagem pelo zero. Afeta somente a soldagem TIG CA. |
Configurações MMA:
| Parâmetro | Valor | Descrição |
|---|---|---|
| Corrente de soldagem | Mín/Máx = Limites normais de corrente de soldagem | |
| Partida a quente | -10 ... +10, passo 1 (padrão = 0) | Função de soldagem que usa corrente de soldagem mais alta no início da solda. Após o período de partida a quente, a corrente cai para o nível de soldagem normal. Os valores para o nível de corrente de partida a quente e sua duração são predefinidos manualmente. Isso facilita o início da solda, especialmente com materiais de alumínio. |
| Força do arco | -10 ... +10, passo 1 (padrão = 0) | Ajusta as dinâmicas de curto-circuito [rigidez] da soldagem MMA alterando, por exemplo, os níveis de corrente. |
| Anticongelante MMA | DESLIGADO/LIGADO (padrão = LIGADO) | Uma função que reduz automática e significativamente a corrente de soldagem quando o eletrodo está em contato com a peça de trabalho. Pode ser usada para evitar que um eletrodo MMA fique muito quente quando em contato com a peça de trabalho. |
| Modo VRD | DESLIGADO/LIGADO (padrão = DESLIGADO) | Essa configuração pode ser travada para que o usuário não possa alterá-la. Nos modelos de equipamento em que o modo VRD está permanentemente travado acionado (por exemplo, o modelo AU), a opção VRD ainda é visível nas configurações, mas não pode ser alterada. |
Configurações do sistema:
| Parâmetro | Valor | Descrição |
|---|---|---|
| Teste de gás | Tempo de teste de gás: 0 s ... 60 s, passo 1 s (padrão = 20 s) | Ao ativar, inicia o teste de gás com o tempo padrão. O tempo pode ser alterado girando o botão de controle. O teste de gás pode ser interrompido ao pressionar o botão de controle novamente. |
| Resfriador a líquido | DESLIGADO/Auto/LIGADO (padrão = Auto) | |
| Sensor de fluxo do arrefecedor: | DESLIGADO/LIGADO (padrão = LIGADO) | |
| Brilho | 10 % ... 100%, passos de 1% (padrão = 100%) | |
| Data dos dados de soldagem | DESL / 1 s a 10 s, passo de 1 s (padrão = 5 s) | |
| Tempo da proteção de tela | OFF/1 min a 120 min, passos de 1 min (padrão = 5 min) | |
| Tempo de tela desligada | DESL / 1 min ... 120 min (Padrão = 5 min) | |
| Imagem de proteção de tela | Padrão = logotipo da Kemppi | Uma imagem alternativa de proteção de tela pode ser usada. Para mais informações, consulte Protetor de tela. |
| Exibir o Weld Assist | ON/OFF (padrão = ON) | Weld Assist: Um utilitário semelhante a um assistente para facilitar a seleção de parâmetros de soldagem. O utilitário orienta o usuário passo a passo por meio da seleção dos parâmetros necessários, apresentando as seleções de uma maneira facilmente compreensível. |
| Data | Configuração de data (DD/MM/AAAA) | |
| Hora (24 h): | Ajuste da hora (HH:MM) | |
| Idioma | Configuração de idioma | |
| Padrão de fábrica... | Cancelar/Iniciar (padrão = Cancelar) | Itens de configurações que ativam a redefinição de fábrica para restaurar as configurações de fábrica no dispositivo. Quando a redefinição de fábrica estiver concluída, a fonte de energia deverá ser reiniciada manualmente. |
* Faixa de corrente ajustável pelo soldador na soldagem TIG:
| • | 2 A ... 505 A (400 V), passo 1 A |
>> Padrão = valor nominal da fonte de energia.
| • | 2 A ... 455 A (220 V), passo 1 A |
>> Padrão = valor nominal da fonte de energia.
* Faixa de corrente ajustável pelo soldador na soldagem MMA:
| • | 8 A ... 405 A (400 V), passo 1 A |
>> Padrão = corrente MMA máxima da fonte de energia.
| • | 8 A ... 385 A (220 V), passo 1 A |
>> Padrão = corrente MMA máxima da fonte de energia.
| Processos e recursos de soldagem |