安装和更换焊丝
务必确保送丝轮适用于相关焊丝(直径和材料)。请参阅 送丝机耗材 了解更多信息。

|
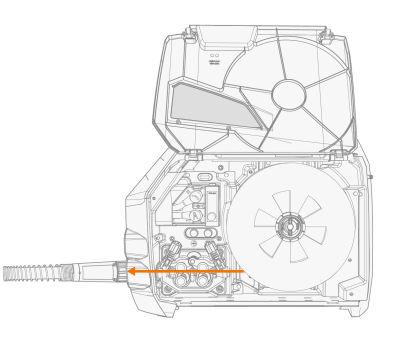
在安装焊丝盘之前,先将焊枪安装到 Master M 设备上。 |
|
|
更换焊丝盘时,请先从焊枪和送丝机构上取下剩余的焊丝,然后再取下焊丝盘。 |
要拆除焊丝盘:
| 1. | 打开送丝机机柜舱口。 |
| 2. | 松开并移除焊丝盘紧固件,然后移除焊丝盘。 |
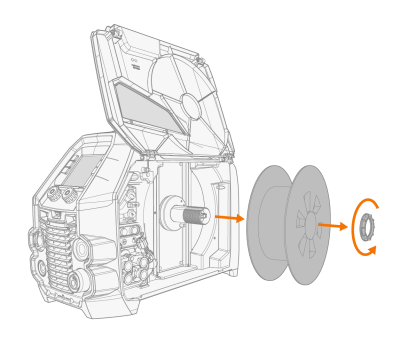
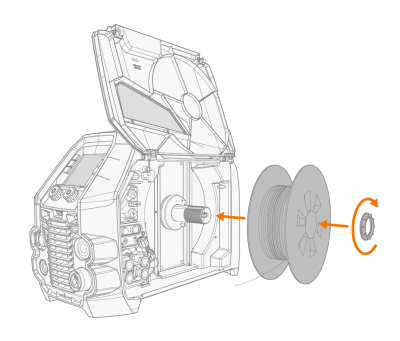
要安装新的焊丝盘:
| 1. | 将焊丝盘插入焊丝轮毂。插入并拧紧焊丝盘紧固件,将焊丝盘固定到位。 |
|
|
确保焊丝盘面朝正确方向,填充焊丝从焊丝盘底部送至送丝轮。 |
|
|
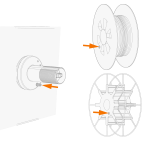
安装时,送丝机中的焊丝盘轴轮毂旁边的销必须对齐并插入盘轴或盘轴适配器的孔中。
|
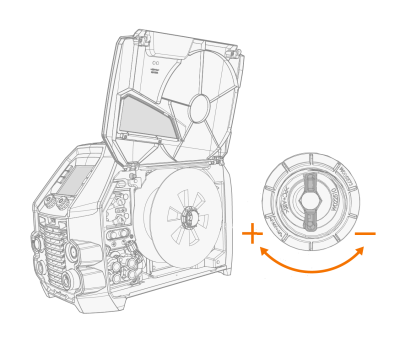
| 2. | 如有需要,可通过转动轮毂中心的焊丝盘制动张紧旋钮来调整焊丝盘制动力。 |
要装入焊丝:
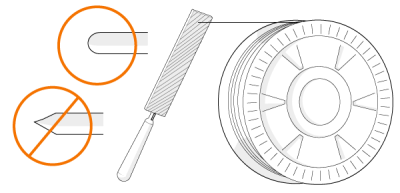
| 1. | 从焊丝盘上松开焊丝末端,切除变形部分,使末端变直。 |
|
|
确保松开时焊丝不会从焊丝盘侧边散出。 |
| 2. | 修整焊丝头使其变得平滑。 |

|
焊丝头的锋利边缘可能会损坏送丝导管。 |
| 3. | 松开压力臂以将送丝轮分开。 |
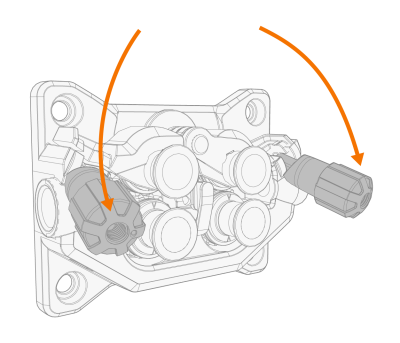
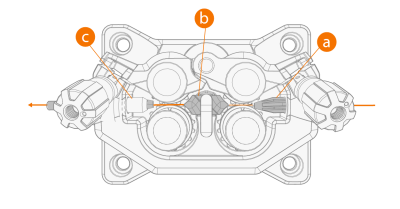
| 4. | 将焊丝从入口导管 (a) 和中间的送丝导管 (b) 引导至出口导管 (c) 中,后者会把焊丝送入焊枪。 |
| 5. | 用手把焊丝推到焊枪内,使焊丝到达送丝导管。 |
| 6. | 关闭压力臂,使焊丝锁定在送丝轮之间。 |
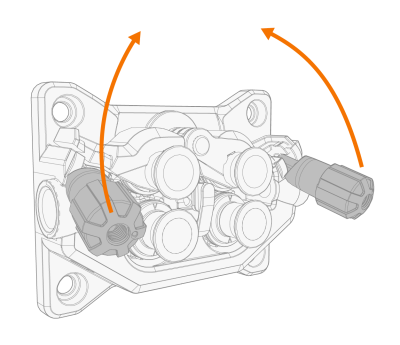
| 7. | 使用压力调节轮调节送丝轮的压力。一对送丝轮的压力应相等。 |
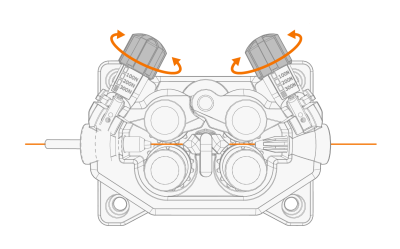
压柄上的刻度尺表示施加到送丝轮上的压力。根据下表调节送丝轮的压力。
| 焊丝材料 | 送丝轮轮廓* | 焊丝直径 (mm) | 调节 (x100N) |
|---|---|---|---|
| 实心铁/不锈钢 | V 型槽 |
0.8-1.0 | 1.5-2.0 |
| ≥ 1.2 | 2.0−2.5 | ||
| MC/FC | V 型槽,带滚花 |
≥ 1.2 | 1.0−2.0 |
| 铝 | U 型槽 |
1.0 | 0.5−1.0 |
| 1.2 | 1.0−1.5 |
|
|
压力过大会压平焊丝,并损坏焊丝镀层或药芯。压力过大还会导致不必要的送丝轮磨损和增加变速箱负荷。 |
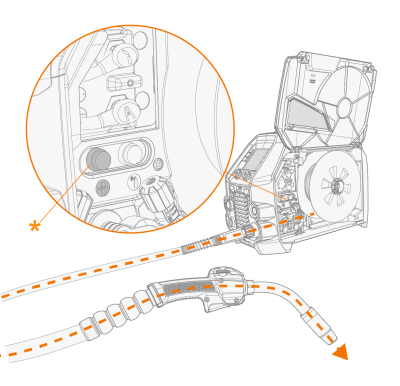
| 8. | 按下冷送丝按钮 (*)、使用系统设置中的冷送丝功能或长按左控制旋钮按钮,将填充焊丝送入焊枪。当焊丝到达焊枪导电嘴时停止。 |

|
当焊丝到达导电嘴并离开焊枪时,请注意。 |
| 9. | 焊接前,请确保焊接参数和设置符合您的焊接设置。 |
* 送丝轮轮廓和相应的符号
| 送丝轮轮廓 | 符号 |
|---|---|
| V 型槽 |

|
| V 型槽,带滚花 |

|
| U 型槽 |

|