Vista Impostazioni
Per modificare le impostazioni:
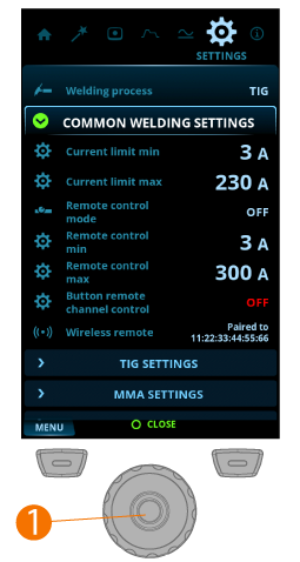
| 1. | Accedere alla vista Impostazioni. |
| 2. | Per selezionare gruppi di impostazioni e i parametri, ruotare la manopola (1). |
| 3. | Selezionare un parametro da modificare premendo la manopola (1). |
| 4. | Modificare l’impostazione ruotando la manopola (1). |
| 5. | Per chiudere l’impostazione del parametro, premere la manopola (1). |

|
Alcune impostazioni sono specifiche per una determinata modalità corrente o uno specifico procedimento di saldatura e potrebbero pertanto essere visibile o meno nel menu delle impostazioni. |
Impostazioni di saldatura comuni:
| Parametro | Valore | Nota |
|---|---|---|
| Procedimento di saldatura | TIG / MMA / Pulizia / Lucidatura (predefinito = TIG) | Selezionando un procedimento di saldatura si passa automaticamente all’ultimo canale attivo per il procedimento selezionato. |
| Limite min. corrente | TIG: 2 A / MMA: 8 A, passo 1 A * | |
| Limite max. corrente | TIG: valore nominale della fonte di alimentazione / MMA: corrente massima MMA della fonte di alimentazione passo 1 A * | |
| Modalità comando a distanza | OFF / A distanza / Torcia (Predefinito = OFF) | Quando si seleziona un comando a distanza o un comando a distanza della torcia, la regolazione della corrente di saldatura sul pannello di controllo è disabilitata. |
| Comando a distanza min. | Min = “Limite min. corrente”, Max = “Limite max. corrente” | |
| Comando a distanza max. | Min = “Limite min. corrente”, Max = “Limite max. corrente” | |
| Controllo canale con pulsanti com. a distanza | OFF / ON (Predefinito = OFF) | |
| Comando a distanza wireless | se si seleziona questa opzione, l’accoppiamento viene avviato automaticamente | Le nuove informazioni di accoppiamento sostituiscono le informazioni precedenti. Lo stato di accoppiamento viene visualizzato come valore di impostazione. |
Impostazioni TIG:
| Parametro | Valore | Nota |
|---|---|---|
| Tipo di elettrodo AC | Predefinito / Verde | Tipo di elettrodo AC. Se si utilizza il tipo di elettrodo AC verde, selezionare Verde. Il valore predefinito si applica a tutti gli altri tipi di elettrodi CA. |
| Limite bilanciamento min. | -99 ... 0, passo 1 (Predefinito = -60) | |
| Limite bilanciamento max. | 0 ... +20, passo 1 (Predefinito = 0) | |
| Corrente Lift TIG | 5 A ... 40 A / Auto, passo 1 A (Predefinito = Auto = 10 A) | Corrente di contatto all’inizio dell’innesco Lift TIG. |
| Forza scintilla HF | 50% ... 110%, passo 1% (Predefinito = 100%) | Regola la tensione della scintilla ad alta frequenza utilizzata per l’innesco. |
| DC Corrente di innesco positivo | 30% ... 150% / Auto, passo 1% (Predefinito = Auto) | Regola il livello di corrente della sequenza di accensione positiva in modalità corrente di accensione DC. Solo con fonti di alimentazione ACDC. |
| DC Tempo di innesco positivo | 0 ms ... 200 ms / Auto, passo 10 ms (Predefinito = Auto) | Regola la durata della sequenza di accensione positiva in modalità corrente di accensione DC. Solo con fonti di alimentazione ACDC. |
| DC Corrente di innesco negativo | 100% ... 300% / Auto, passo 1% (Predefinito = Auto) | Regola il livello di corrente della sequenza di accensione negativa in modalità corrente di accensione DC. Solo con fonti di alimentazione ACDC. |
| Corrente di innesco | 100% ... 300% / Auto, passo 1% (Predefinito = Auto) | Regola il livello di corrente della sequenza di accensione negativa. Solo con fonti di alimentazione DC. |
| DC Tempo di innesco negativo | 0 ms ... 950 ms / Auto, passo 10 ms (Predefinito = Auto) | Regola la durata della sequenza di accensione positiva in modalità corrente di accensione DC. Solo con fonti di alimentazione ACDC. |
| Tempo di innesco | 0 ms ... 950 ms / Auto, passo 10 ms (Predefinito = Auto) | Regola la durata della sequenza di accensione negativa. Solo con fonti di alimentazione DC. |
| AC Corrente di innesco positivo | 30% ... 150% / Auto, passo 1% (Predefinito = Auto) | Regola il livello di corrente della sequenza di accensione positiva in modalità corrente AC. Solo con fonti di alimentazione ACDC. |
| AC Tempo di innesco positivo | 0 ms ... 200 ms / Auto, passo 10 ms (Predefinito = Auto) | Regola la durata della sequenza di accensione positiva in modalità corrente AC. Solo con fonti di alimentazione ACDC. |
| AC Corrente di innesco negativo | 100% ... 300% / Auto, passo 1% (Predefinito = Auto) | Regola il livello di corrente della sequenza di accensione negativa in modalità corrente AC. Solo con fonti di alimentazione ACDC. |
| AC Tempo di innesco negativo | 0 ms ... 950 ms / Auto, passo 10 ms (Predefinito = Auto) | Regola la lunghezza della sequenza di accensione negativa in modalità corrente AC. Solo con fonti di alimentazione ACDC. |
| Lieve corrente di salita | OFF / ON (Predefinito = OFF) | Questa funzione crea automaticamente una lieve corrente di salita per evitare l’usura dell’elettrodo causata dagli improvvisi aumenti di corrente che si verificano quando si utilizzano correnti di saldatura elevate. Questa funzione viene utilizzata solo se la corrente di saldatura è pari o superiore a 100 A. |
| Livello avvio | 5 % ... 40 %, passo 1 % (predefinito = 25 %) | Punto della corrente di saldatura in cui inizia la corrente di salita. |
| Livello di interruzione corrente di discesa | 5% ... 40%, passo 1% (Predefinito = 10%) | Indica il punto della corrente di saldatura in cui termina la corrente di discesa. |
| Interruzione corrente di discesa 2T | OFF / ON (Predefinito = OFF) | Si tratta di una funzione che permette all’utente di interrompe la corrente di discesa con una rapida pressione dell’interruttore torcia. |
| Corrente di discesa non lineare | 0% ... 50%, passo 1% (Predefinito = 0%) | Determina un punto in cui la corrente scende il più velocemente possibile, quindi avvia la normale corrente di discesa. |
| Blocco corrente | OFF / ON (Predefinito = OFF) | Durante la corrente di discesa, premendo il pulsante della torcia, è possibile bloccare la corrente di saldatura a un certo livello. |
| Anticontatto TIG | OFF / ON (Predefinito = OFF) | Funzione che riduce automaticamente la corrente di saldatura in modo significativo quando l’elettrodo tocca il pezzo. Può essere utilizzata, ad esempio, per evitare diluizioni indesiderate dell’elettrodo al metallo saldato. |
| Punto di corrente cambio polarità fase CA | 5 A ... 20 A / Auto | Cambia il punto di corrente di saldatura nel punto in cui inizia l’attraversamento dello zero. Riguarda solo le operazioni TIG CA. |
Impostazioni MMA:
| Parametro | Valore | Nota |
|---|---|---|
| Corrente di saldatura | Min/Max = limiti di corrente di saldatura normale | |
| Hot start | -10 ... +10, passo 1 (Predefinito = 0) | Funzione di saldatura che utilizza una corrente di saldatura più elevata all’inizio della saldatura. Dopo il periodo tempo previsto per la modalità Hot Start, l’intensità della corrente viene ridotta al normale livello di corrente di saldatura. Il livello di corrente e la durata della modalità Hot Start sono preimpostati manualmente. Questa funzione facilita l’avvio della saldatura, in particolare sui materiali in alluminio. |
| Penetrazione d’arco | -10 ... +10, passo 1 (Predefinito = 0) | Regola la dinamica di cortocircuito (intensità) della saldatura MMA modificando, ad esempio, i livelli di corrente. |
| Anticontatto MMA | OFF / ON (Predefinito = OFF) | Funzione che riduce automaticamente la corrente di saldatura in modo significativo quando l’elettrodo tocca il pezzo. Questa funzione può essere utilizzata per evitare che l’elettrodo MMA si scaldi troppo quando è a contatto con il pezzo. |
| Modalità VRD | OFF / ON (Predefinito = OFF) | È possibile bloccare questa impostazione in modo che l’utente non possa modificarla. Nei modelli di attrezzatura in cui la modalità VRD è bloccata in modo permanente su ON (ad es. il modello AU), l’opzione VRD è comunque visibile nelle impostazioni, ma non può essere modificata. |
Impostazioni di sistema:
| Parametro | Valore | Nota |
|---|---|---|
| Unità di raffreddamento ad acqua | OFF / Auto / ON (Predefinito = Auto) | |
| Orologio flusso unità di raffreddamento | OFF / ON (Predefinito = ON) | |
| Luminosità | 10% ... 100%, passo 1% (Predefinito = 100%) | |
| Tempo dati di saldatura | 1 s ... 10 s, passo 1 s (Predefinito = 5 s) | |
| Mostra Weld Assist | ON/OFF (Predefinito = ON) | Utilità simile a una procedura guidata, che consente di selezionare in modo semplice i parametri di saldatura. L’utilità guida l’utente passo dopo passo attraverso la selezione dei parametri necessari, presentando le selezioni in modo facilmente comprensibile a un utente non tecnico. |
| Screensaver | Predefinito = logo Kemppi | È possibile utilizzare un’immagine screensaver alternativa. Per ulteriori informazioni, vedere Screensaver. |
| Tempo screensaver | OFF / 1 min ... 120 min, passo 1 min (Predefinito = 5 min) | |
| Data | impostazione data (GG/MM/AAAA) | |
| Orario (24 h) | impostazione ora (HH:MM) | |
| Lingua | impostazione Lingua |
Funzioni speciali:
| Parametro | Valore | Nota |
|---|---|---|
| Gas test | Tempo test del gas: 0 s ... 60 s, passo 1 s (valore predefinito = 20 s) | Attivando questa opzione si avvia il gas test con il periodo di tempo predefinito. Girando la manopola, è possibile modificare il tempo. Premendo nuovamente la manopola, è possibile arrestare il gas test. |
| Demagnetizzazione | Annulla / Inizio (Predefinito = Annulla) | Questo attiva la demagnetizzazione del pezzo di lavoro. Per ulteriori informazioni, vedere Demagnetizzazione del pezzo di lavoro. |
| Ripristino valori di fabbrica... | Annulla / Inizio (Predefinito = Annulla) | Attiva il reset di fabbrica per ripristinare le impostazioni di fabbrica del dispositivo. Al termine del ripristino dei valori di fabbrica, la fonte di alimentazione deve essere riavviata manualmente. |
* Intervallo di correnti modificabili dal saldatore nella saldatura TIG:
| • | 2 A ... 130 A, passo 1 A (Master T 245, modalità di alimentazione limitata) |
| • | 2 A ... 245 A, passo 1 A (Master T 245) |
| • | 2 A ... 355 A, passo 1 A (Master T 355) |
| • | 2 A ... 405 A, passo 1 A (Master T 405) |
| • | Predefinito = Valore nominale della fonte di alimentazione. |
* Intervallo di correnti modificabili dal saldatore nella saldatura MMA:
| • | 8 A ... 85 A, passo 1 A (Master T 245, modalità di alimentazione limitata) |
| • | 8 A ... 185 A, passo 1 A (Master T 245) |
| • | 8 A ... 255 A, passo 1 A (Master T 355) |
| • | 8 A ... 355 A, passo 1 A (Master T 405) |
| • | Predefinito = Corrente MMA massima della fonte di alimentazione. |