Kontrol paneli: Kaynak parametreleri
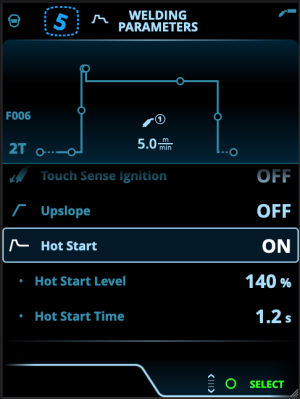
Kaynak parametreleri görünümü, kaynak işlemleri için en önemli parametreleri ayarlamak üzere bir başlangıç ve bitiş eğrisi içerir. Görünümün alt kısmında, seçilen kaynak işleminde kullanılabilir ayarlar listelenir. Kaynak işlemi seçimi, aktif bellek kanalına ve ayarlarına bağlıdır.

|
Kaynak parametrelerinin birçoğu, kaynak işlemine özeldir ve bu işleme uygun şekilde ayarlamak için görülebilir ve kullanılabilir. |
Kaynak parametrelerini ayarlama
|
1.
|
İstenen kaynak parametresini vurgulamak için sağ kontrol topuzunu çevirin. |
|
2.
|
Ayarlanacak kaynak parametresini seçmek için sağ kontrol topuzuna basın. |
|
3.
|
Kaynak parametre değerini ayarlamak için sağ kontrol topuzunu çevirin. |
>> Ayarlanacak parametreye bağlı olarak, daha fazla bilgi için aşağıdaki Kaynak parametreleri tablosuna da bakabilirsiniz.
|
4.
|
Yeni değeri / seçimi onaylayın ve sağ kontrol topuzuna basarak ayar görünümünü kapatın. |
Kaynak parametrelerini daha sonra kullanılmak üzere kaydetme
Değiştirilen kaynak parametreleri için otomatik olarak bir çalışma kanalı oluşturulur. Ayarlanan kaynak parametrelerini bir bellek kanalına kaydetmek için, aşağıdakilerden birini yapın:
|
•
|
Hızlı aktif kanal seçeneği: Kanallar kısayol düğmesini yaklaşık 2 saniye basılı tutun. |
>> Bunu yapmak, parametre ayarlarını o anda aktif olan kanala kaydeder ve önceki parametre ayarlarının yerini alır.
|
•
|
Kanallar görünümü seçeneği: Kanallar görünümüne gidin ve parametre ayarlarını yeni bir kanala kaydedin. |
>> Daha fazla bilgi için Kontrol paneli: Kanallar bölümüne bakın.
Kaynak parametreleri ve özellik açıklamaları
 MIG ve 1-MIG kaynak parametreleri
MIG ve 1-MIG kaynak parametreleri
Burada listelenen parametreler, MIG ve 1-MIG işlemleriyle ayarlama için kullanılabilir.
| İşlem |
MIG, 1-MIG, Darbeli, DPulse, MAX Cool, MAX Speed, MAX Position |
Bu MIG kaynak işlemi seçimi, aktif kaynak programına bağlıdır.
Ek işlemler hakkında daha fazla bilgi için İşlevler ve özellikler ile ilgili ek rehber bölümüne bakın. |
| Tetik mantığı |
2T, 4T |
Kaynak torçlarında, birkaç alternatif tetik çalışma modu (tetik mantığı) bulunabilir. En yaygın olanları 2T ve 4T'dir. 2T modunda, kaynak yaparken tetiği basılı tutarsınız. 4T modunda, kaynağı başlatmak veya durdurmak için tetiğe basar ve tetiği serbest bırakırsınız. Daha fazla bilgi için Tetik mantığı işlevleri bölümüne bakın. |
| Çevrim zamanlayıcı |
AÇIK/KAPALI
Varsayılan = KAPALI |
Çevrim zamanlayıcı, önceden tanımlanmış bir süre için otomatik olarak kaynak veya kaynaklar üreten bir kaynak işlevidir.
Daha fazla bilgi için Çevrim zamanlayıcı bölümüne bakın. |
| - Çevrim ark süresi |
0,0 ... 60,0 sn.
Varsayılan = 2,0 sn. |
| - Çevrim duraklama |
AÇIK/KAPALI
Varsayılan = KAPALI |
| - Çevrim duraklama süresi |
0,1 ... 3,0 sn. adım 0,1
Varsayılan = 0,1 sn. |
| Gaz öncesi |
0.0 ... 9,9 sn. Otomatik, adım 0,1
0,0 = KAPALI |
Ark ateşlenmeden önce koruyucu gaz akışını başlatan kaynak işlevi. Bu, kaynak başlangıcında metalin hava ile temas etmemesini sağlar. Zaman değeri kullanıcı tarafından önceden ayarlanır. Tüm metaller için ancak özellikle paslanmaz çelik, alüminyum ve titanyum için kullanılır. |
| Akma başlangıcı |
%10...90, Otomatik, adım 1 |
Akma başlangıcı işlevi, kaynak arkı ateşlenmeden önce, yani dolgu teli işlenen parça ile temas etmeden önce tel besleme hızını tanımlar. Ark ateşlendiğinde, tel besleme hızı otomatik olarak kullanıcı tarafından ayarlanan normal hıza geçer. Akma başlangıcı işlevi her zaman açıktır. |
| Touch Sense Ateşleme |
OTOMATİK/AÇIK/KAPALI |
Touch Sense Ateşleme (TSI), minimum sıçrama sağlar ve ateşlemeden hemen sonra arkı stabilize eder. |
| Tel besleme hızı |
0.50 ... 25 m/dk. adım 0,05 veya 0,1
Varsayılan = 5,00 m/dk. |
Tel besleme hızı ayarı. Tel besleme hızı 5 m/dk.dan az olduğunda, ayar adımı 0,05 ve tel besleme hızı 5 m/dk. veya daha fazla olduğunda ayar adımı 0,1'dir. |
| Min. tel besleme hızı |
Min./Maks. = 0,5 ... 25 m/dk. adım 0,1
Varsayılan = 0,5 m/dk. |
Tel besleme hızı ayarı için minimum ve maksimum sınırlar. |
| Maks. tel besleme hızı |
Min./Maks. = 0,5 ... 25 m/dk. adım 0,1
Varsayılan = 25 m/dk. |
| Gerilim |
Min./Maks. = Kaynak ekipmanı özelliklerine göre, adım 0,1 |
Kaynak gerilimi ayarı ve kaynak gerilimi ayarı için minimum ve maksimum sınırlar.
Bu parametreler yalnızca MIG'de ayar için kullanılabilir. 1-MIG'de gerilim, kaynak programı tarafından tanımlanır. |
| Dinamik |
-10.0 ... +10,0, adım 0,2
Varsayılan = 0 |
Arkın kısa devre davranışını kontrol eder. Değer ne kadar düşük olursa ark o kadar yumuşak olur ve değer ne kadar yüksek olursa ark o kadar pürüzlü olur.
(MAX Cool ve MAX Speed ile mevcut değildir.)
|
| Çukur dolgu |
AÇIK/KAPALI |
Yüksek güçle kaynak yaparken, genellikle kaynağın sonunda bir çukur oluşur. Çukur dolgu işlevi, kaynak işinin sonunda kaynak gücünü / tel besleme hızını azaltır ve böylece çukur, daha düşük bir güç seviyesi kullanılarak doldurulabilir. MIG işlemi ile çukur dolgu süresi, tel besleme hızı ve gerilim kullanıcı tarafından önceden ayarlanır.
Tel besleme hızı 5 m/dk.dan az olduğunda, ayar adımı 0,05 ve tel besleme hızı 5 m/dk. veya daha fazla olduğunda ayar adımı 0,1'dir.
1-MIG işlemi için, 1-MIG parametre tablosuna bakın. |
| - Çukur dolgu süresi |
0.1 ... 10,0 sn. Otomatik, adım 0,1
Varsayılan = 1,0 sn. |
| - Çukur dolgu tel besleme hızı |
0.70 ... 25,0 m/dk. Otomatik, adım 0,05 veya 0,1
Varsayılan = 5 m/dk. |
| - Çukur dolgu gerilimi |
8 ... 45 V, Otomatik, adım 0,1 V
Varsayılan = 18 V |
| Akım sonrası |
-30 ... +30 |
Akım sonrası ayarı, örneğin telin kaynak havuzuna çok yakın durmasını önlemek için, kaynak ucundaki tel uzunluğunu etkiler. Bu, ayrıca bir sonraki kaynağın başlangıcı için optimum tel uzunluğunu sağlar. |
| Tel besleme bitiş adımı (WF bitiş adımı) |
KAPALI/AÇIK
Varsayılan = KAPALI |
Tel besleme bitiş adımı özelliği, kaynak bittiğinde dolgu telinin temas ucuna yapışmasını engeller. |
| Gaz sonrası |
0.0 ... 9,9 sn. Otomatik, adım 0,1
0,0 = KAPALI |
Ark söndükten sonra koruyucu gaz akışını sürdüren kaynak işlevi. Bu, ark söndürüldükten sonra sıcak kaynağın hava ile temas etmemesini sağlayarak kaynağı ve elektrotu korur. Tüm metaller için kullanılır. Özellikle paslanmaz çelik ve titanyum, daha uzun gaz sonrası süreleri gerektirir. |
1-MIG kaynak parametreleri
Burada listelenen parametreler, yalnızca 1-MIG işlemiyle ayarlama için kullanılabilir.
| Tetik mantığı |
2T, 4T, Powerlog (2 seviye veya 3 seviye) |
Kaynak torçlarında, birkaç alternatif tetik çalışma modu (tetik mantığı) bulunabilir. En yaygın olanları 2T ve 4T'dir. 2T modunda, kaynak yaparken tetiği basılı tutarsınız. 4T modunda, kaynağı başlatmak veya durdurmak için tetiğe basar ve tetiği serbest bırakırsınız.
Powerlog'u etkinleştirmenin Kaynak parametreleri görünümünde ek Powerlog ayarları açacağına dikkat edin.
Daha fazla bilgi için Tetik mantığı işlevleri bölümüne bakın. |
| Yukarı eğim |
AÇIK/KAPALI |
Yukarı eğim, kaynağın başlangıcında kaynak akımının kademeli olarak istenen kaynak akımı seviyesine artırıldığı süreyi belirleyen bir kaynak işlevidir. Yukarı eğim başlangıç seviyesi ve zamanı kullanıcı tarafından önceden ayarlanır. |
| - Yukarı eğim başlangıç seviyesi |
10 ... %100, Otomatik, adım 1
Varsayılan = 50 |
| - Yukarı eğim zamanı |
0.1 ... 5 sn. Otomatik, adım 0,1
Varsayılan = 0,10 |
| Sıcak çalıştırma |
AÇIK/KAPALI |
Kaynağın başlangıcında daha yüksek veya daha düşük tel besleme hızı ve kaynak akımı kullanan kaynak işlevi. Akım, Sıcak çalıştırma süresinden sonra normal kaynak akımı seviyesine döner. Bu, özellikle alüminyum malzemelerle kaynağın başlatılmasını kolaylaştırır. Sıcak çalıştırma eğim süresi ayarı, Sıcak çalıştırma aşamasından normal kaynak akım seviyesine geçiş süresini ayarlar. Sıcak çalıştırma seviyesi ve zamanı sadece 2T tetikleme mantığında ayarlanabilir. Sıcak çalıştırma ince ayarı (voltaj), Wise özelliği kullanılmadığında 1-MIG, Pulse, DPulse ve MAX Speed işlemleri ile ayarlanabilir. |
| - Sıcak çalıştırma seviyesi |
-50 ... +%200, Otomatik, adım 1
Varsayılan = 40 |
| - Sıcak çalıştırma ince ayarı |
-10,0 ... +10,0, adım 0,1
Varsayılan = 0,0 |
| - Sıcak çalıştırma zamanı |
0.0 ... 9,9 sn. Otomatik, adım 0,1
Varsayılan = 1,2 sn. |
| - Sıcak çalıştırma eğim süresi |
0,0 ... 10,0 sn. adım 0,1 sn
Varsayılan = 1,0 sn. |
| Wise özelliği |
Yok, WiseFusion, WisePenetration, WiseSteel |
Seçildiğinde, seçim için mevcut Wise özelliklerinin bir listesi açılır. Bu özellikler hakkında daha fazla bilgi için İşlevler ve özellikler ile ilgili ek rehber bölümüne bakın.
(MAX Cool, MAX Speed ve MAX Position ile mevcut değildir.) |
| İnce ayar |
Örnek: -10.0 ... +10,0 V *
Adım 0,1 V
|
Kaynak gerilimi ince ayarı.
* İnce ayar için gerilim aralığı, aktif kaynak programı tarafından tanımlanır. |
| Çukur dolgu |
AÇIK/KAPALI |
Yüksek güçle kaynak yaparken, genellikle kaynağın sonunda bir çukur oluşur. Çukur dolgu işlevi, kaynak işinin sonunda kaynak gücünü / tel besleme hızını azaltır ve böylece çukur, daha düşük bir güç seviyesi kullanılarak doldurulabilir. Çukur dolgusu ince ayarı (voltaj), Wise özelliği kullanılmadığında 1-MIG, Pulse, DPulse ve MAX Speed işlemleri ile ayarlanabilir. |
| - Çukur dolgu başlangıç seviyesi |
10 ... %150, Otomatik, adım 1
Varsayılan = 100 |
| - Çukur dolgu süresi |
0.0 ... 10,0 sn. Otomatik, adım 0,1
Varsayılan = 1,0 sn. |
| - Çukur dolgu bitiş seviyesi |
10 ... %150, Otomatik, adım 1
Varsayılan = 30 |
| - Çukur dolgusu ince ayarı |
-10,0 ... +10,0, adım 0,1
Varsayılan = 0,0 |
Akım
|
15 ... 350 A, adım 1
Varsayılan = 50 A |
Yalnızca WisePenetration ile kaynak akımı ayarı. |
Darbeli/DPulse kaynak parametreleri
Burada listelenen parametreler, MIG ve 1-MIG kaynak parametrelerine ek olarak ayarlama için mevcuttur.
| Darbe akımı yüzdesi |
-10 ... %+15, adım 1 |
Darbeli ve DPulse kaynak işlemleriyle akıma göre darbe akımı ince ayarı. |
| DPulse oranı |
10 ... %90, adım 1 |
Bu, çift darbe zaman yüzdesini ayarlar, yani çift darbenin ilk darbe seviyesinde ne kadar sürdüğünü. İkinci darbe seviyesi, birinci seviye ayarına göre belirlenir. |
| DPulse frekansı |
0.4 ... 8,0 Hz, Otomatik, adım 0,1 |
Bu, çift darbe frekansını ayarlar. 1. seviyenin başlangıcından 2. seviyenin sonuna kadar geçen süre. |
| DPulse seviye 1: Tel besleme hızı |
0.50 ... 25 m/dk. adım 0,05 veya 0,1 |
İlk çift darbe seviyeli tel besleme hızı (ve tel besleme hızı için minimum / maksimum değerler).
Tel besleme hızı 5 m/dk.dan az olduğunda, ayar adımı 0,05 ve tel besleme hızı 5 m/dk. veya daha fazla olduğunda ayar adımı 0,1'dir. |
| DPulse seviye 1: İnce ayar |
-10 ... +10, adım 1 |
Kaynak gerilimi ince ayarı. |
| DPulse seviye 1: Dinamik |
-10.0 ... +10,0, adım 0,2
Varsayılan = 0 |
Arkın kısa devre davranışını kontrol eder. Değer ne kadar düşük olursa ark o kadar yumuşak olur ve değer ne kadar yüksek olursa ark o kadar pürüzlü olur. |
| DPulse seviye 2: Tel besleme hızı |
0.50 ... 25 m/dk. adım 0,05 veya 0,1 |
İkinci çift darbe seviyeli tel besleme hızı. DPulse seviye 2 tel besleme hızı, DPulse seviye 1 tel besleme hızı ayarı yapıldığında otomatik olarak değiştirilir.
Tel besleme hızı 5 m/dk.dan az olduğunda, ayar adımı 0,05 ve tel besleme hızı 5 m/dk. veya daha fazla olduğunda ayar adımı 0,1'dir. |
| DPulse seviye 2: İnce ayar |
-10 ... +10, adım 1 |
Kaynak gerilimi ince ayarı. |
| DPulse seviye 2: Dinamik |
-10.0 ... +10,0, adım 0,2
Varsayılan = 0 |
Arkın kısa devre davranışını kontrol eder. Değer ne kadar düşük olursa ark o kadar yumuşak olur ve değer ne kadar yüksek olursa ark o kadar pürüzlü olur. |
MAX Speed parametreleri
Burada listelenen parametreler, MAX Speed işlemine özeldir.
| MAX Speed frekansı |
100 ... 800 Hz, Otomatik adım 10
|
MAX Speed frekans ayarı. |
MAX Position parametreleri
Burada listelenen parametreler, MAX Position işlemine özeldir.
| MAX Position frekansı |
-0.5 ... +0,5 Hz, adım 0,1
Varsayılan = 0 |
MAX Position frekansı ince ayarı. |
| Darbe akımı yüzdesi |
%-10 … 15, adım 1
Varsayılan = 0 |
MAX Position darbe akımı ayarı. |
| Plaka kalınlığı |
3.0 ... 12,0 mm |
MAX Position plaka kalınlığı ayarı. |
TIG kaynak parametreleri
Burada listelenen parametreler, TIG işlemiyle ayarlama için kullanılabilir.
| Tetik mantığı |
2T, 4T |
Kaynak torçlarında, birkaç alternatif tetik çalışma modu (tetik mantığı) bulunabilir. En yaygın olanları 2T ve 4T'dir. 2T modunda, kaynak yaparken tetiği basılı tutarsınız. 4T modunda, kaynağı başlatmak veya durdurmak için tetiğe basar ve tetiği serbest bırakırsınız. |
| Gaz sonrası |
0.0 ... 9,9 sn. adım 0,1
0,0 = KAPALI |
Ark söndükten sonra koruyucu gaz akışını sürdüren kaynak işlevi. Bu, ark söndürüldükten sonra sıcak kaynağın hava ile temas etmemesini sağlayarak kaynağı ve elektrotu korur. Tüm metaller için kullanılır. Özellikle paslanmaz çelik ve titanyum, daha uzun gaz sonrası süreleri gerektirir. |
| Akım |
15 ... 350 A, adım 1
Varsayılan = 50 A |
Kaynak akımı ayarı. |
MMA kaynak parametreleri
Burada listelenen parametreler, MMA işlemiyle ayarlama için kullanılabilir.
| Dinamik |
-10.0 ... +10,0, adım 0,2
Varsayılan = 0 |
Arkın kısa devre davranışını kontrol eder. Değer ne kadar düşük olursa ark o kadar yumuşak olur ve değer ne kadar yüksek olursa ark o kadar pürüzlü olur. |
| Sıcak çalıştırma seviyesi |
-30 ... +30
Varsayılan = 0 |
Kaynağın başlangıcında daha yüksek veya daha düşük kaynak akımı kullanan kaynak işlevi. Akım, Sıcak çalıştırma süresinden sonra normal kaynak akımı seviyesine döner. Bu, özellikle alüminyum malzemelerle kaynağın başlatılmasını kolaylaştırır. MMA'da, Sıcak çalıştırma seviyesi kullanıcı tarafından önceden ayarlanır. |
| Akım |
15 ...350 A, adım 1
Varsayılan = 50 A |
Kaynak akımı ayarı. |
| Akım sınırı minimum |
Min./Maks. = 15...350 A, adım 1
Varsayılan = 50 A |
Akım ayarı için minimum ve maksimum sınırlar. |
| Akım sınırı maksimum |
Min./Maks. = 15...350 A, adım 1
Varsayılan = 50 A |